
Page 61 - Advances in Eco-Fuels for a Sustainable Environment
P. 61
38 Advances in Eco-Fuels for a Sustainable Environment
Sucrose
Starchy
containing materials Lignocellulosic Microalgae
biomass
feedstocks
Pretreatment
Fermentation Hydrolysis Gasification
(one-stage)
Catalyzed
Fermentation Fermentation
reaction
First-generation Second-generation Third-generation
biobutanol biobutanol biobutanol
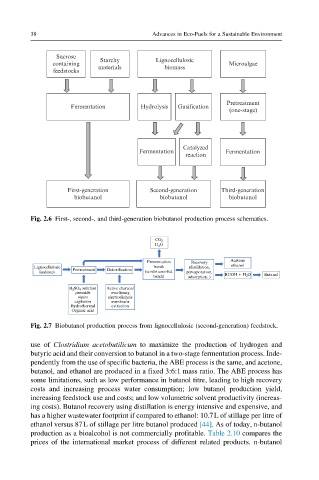
Fig. 2.6 First-, second-, and third-generation biobutanol production process schematics.
CO 2
H 2 O
Fermentation Recovery Acetone
Lignocellulosic Pretreatment Detoxification batch (distillation, ethanol
feedstock (continuous-fed pervaporation, BUOH + H 2 O
batch) adsorption..) Butanol
H 2 SO 4 solution Active charcoal
peroxide overliming
steam electrodialysis
explosion membrane
Hydrothermal extraction
Organic acid
Fig. 2.7 Biobutanol production process from lignocellulosic (second-generation) feedstock.
use of Clostridium acetobutilicum to maximize the production of hydrogen and
butyric acid and their conversion to butanol in a two-stage fermentation process. Inde-
pendently from the use of specific bacteria, the ABE process is the same, and acetone,
butanol, and ethanol are produced in a fixed 3:6:1 mass ratio. The ABE process has
some limitations, such as low performance in butanol titre, leading to high recovery
costs and increasing process water consumption; low butanol production yield,
increasing feedstock use and costs; and low volumetric solvent productivity (increas-
ing costs). Butanol recovery using distillation is energy intensive and expensive, and
has a higher wastewater footprint if compared to ethanol: 10.7L of stillage per litre of
ethanol versus 87L of stillage per litre butanol produced [44]. As of today, n-butanol
production as a bioalcohol is not commercially profitable. Table 2.10 compares the
prices of the international market process of different related products. n-butanol