
Page 281 - Aeronautical Engineer Data Book
P. 281
Basic mechanical design 227
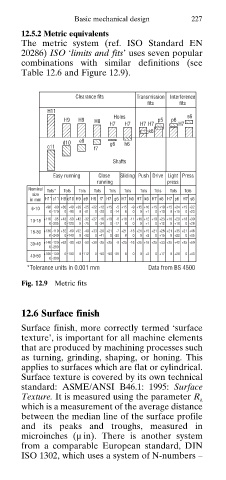
12.5.2 Metric equivalents
The metric system (ref. ISO Standard EN
20286) ISO ‘limits and fits’ uses seven popular
combinations with similar definitions (see
Table 12.6 and Figure 12.9).
Clearance fits Transmission Interference
fits fits
H11
Holes s6
H9 H9 H8 p5 p6
H7 H7 H7 H7 H7
k6
d10 e9 g6 h6
c11 f7
Shafts
Easy running Close Sliding Push Drive Light Press
running press
Nominal
Tols* Tols Tols Tols Tols Tols Tols Tols Tols Tols
size
in mm H11 c11 H9 d10 H9 e9 H8 f7 H7 g6 H7 h6 H7 k6 H7 n6 H7 p6 H7 s6
+90 -80 +36 -40 +36 -25 +22 -12 +15 -5 +15 -9 +15 +10 +15 +19 +15 +24 +15 +32
6-10
0 -170 0 -98 0 -61 0 -28 0 -14 0 0 0 +1 0 +10 0 +15 0 +23
10-18 +110 -95 +43 -50 +43 -32 +27 -16 +18 -6 +18 -11 +18 +12 +18 +23 +18 +29 +18 +39
0 -205 0 -120 0 -75 0 -34 0 -17 0 0 0 +1 0 +12 0 +18 0 +28
18-30 +130 -110 +52 -69 +52 -40 +33 -20 +21 -7 +21 -13 +21 +15 +21 +28 +21 +35 +21 +48
0 -240 0 -149 0 -92 0 -41 0 -20 0 0 0 +2 0 +15 0 +22 0 +35
30-40 +140 -120 +62 -80 +62 -50 +39 -25 +25 -9 +25 -16 +25 +18 +25 +33 +25 +42 +25 +59
0 -280
+160 -130 0 -180 0 -112 0 -50 -50 -25 0 0 0 +2 0 +17 0 +26 0 +43
40-50
0 -290
*Tolerance units in 0.001 mm Data from BS 4500
Fig. 12.9 Metric fits
12.6 Surface finish
Surface finish, more correctly termed ‘surface
texture’, is important for all machine elements
that are produced by machining processes such
as turning, grinding, shaping, or honing. This
applies to surfaces which are flat or cylindrical.
Surface texture is covered by its own technical
standard: ASME/ANSI B46.1: 1995: Surface
Texture. It is measured using the parameter R a
which is a measurement of the average distance
between the median line of the surface profile
and its peaks and troughs, measured in
microinches (µ in). There is another system
from a comparable European standard, DIN
ISO 1302, which uses a system of N-numbers –