
Page 324 - Air pollution and greenhouse gases from basic concepts to engineering applications for air emission control
P. 324
10.6 Control of Volatile Organic Compounds 301
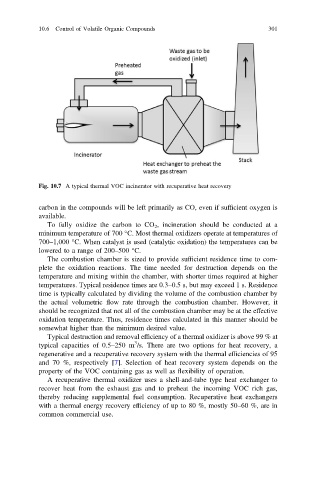
Fig. 10.7 A typical thermal VOC incinerator with recuperative heat recovery
carbon in the compounds will be left primarily as CO, even if sufficient oxygen is
available.
To fully oxidize the carbon to CO 2 , incineration should be conducted at a
minimum temperature of 700 °C. Most thermal oxidizers operate at temperatures of
700–1,000 °C. When catalyst is used (catalytic oxidation) the temperatures can be
lowered to a range of 200–500 °C.
The combustion chamber is sized to provide sufficient residence time to com-
plete the oxidation reactions. The time needed for destruction depends on the
temperature and mixing within the chamber, with shorter times required at higher
temperatures. Typical residence times are 0.3–0.5 s, but may exceed 1 s. Residence
time is typically calculated by dividing the volume of the combustion chamber by
the actual volumetric flow rate through the combustion chamber. However, it
should be recognized that not all of the combustion chamber may be at the effective
oxidation temperature. Thus, residence times calculated in this manner should be
somewhat higher than the minimum desired value.
Typical destruction and removal efficiency of a thermal oxidizer is above 99 % at
3
typical capacities of 0.5–250 m /s. There are two options for heat recovery, a
regenerative and a recuperative recovery system with the thermal efficiencies of 95
and 70 %, respectively [7]. Selection of heat recovery system depends on the
property of the VOC containing gas as well as flexibility of operation.
A recuperative thermal oxidizer uses a shell-and-tube type heat exchanger to
recover heat from the exhaust gas and to preheat the incoming VOC rich gas,
thereby reducing supplemental fuel consumption. Recuperative heat exchangers
with a thermal energy recovery efficiency of up to 80 %, mostly 50–60 %, are in
common commercial use.