
Page 146 - Chalcogenide Glasses for Infrared Optics
P. 146
Conventional Lens Fabrication and Spherical Surfaces 123
5.4 Testing
Now that the spherical surface has been generated and polished, how
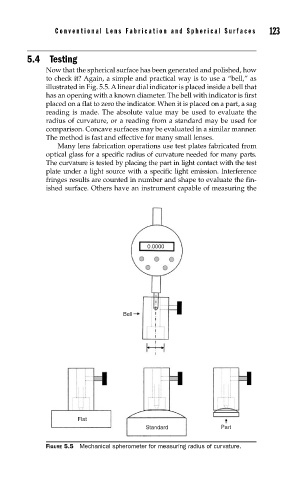
to check it? Again, a simple and practical way is to use a “bell,” as
illustrated in Fig. 5.5. A linear dial indicator is placed inside a bell that
has an opening with a known diameter. The bell with indicator is first
placed on a flat to zero the indicator. When it is placed on a part, a sag
reading is made. The absolute value may be used to evaluate the
radius of curvature, or a reading from a standard may be used for
comparison. Concave surfaces may be evaluated in a similar manner.
The method is fast and effective for many small lenses.
Many lens fabrication operations use test plates fabricated from
optical glass for a specific radius of curvature needed for many parts.
The curvature is tested by placing the part in light contact with the test
plate under a light source with a specific light emission. Interference
fringes results are counted in number and shape to evaluate the fin-
ished surface. Others have an instrument capable of measuring the
0.0000
Bell
Flat
Standard Part
FIGURE 5.5 Mechanical spherometer for measuring radius of curvature.