
Page 153 - Chalcogenide Glasses for Infrared Optics
P. 153
Conventional Lens Fabrication and Spherical Surfaces 129
PERKIN ELMER
5000 4000 3500 3000 2500 2000 1500 1000 cm –4
100.00
%T
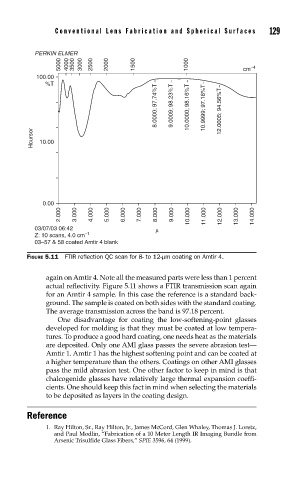
8.0000; 97.74%T 9.0009; 98.23%T 10.0000; 98.16%T 10.9999; 97.18%T 12.0005; 94.56%T
Hcursor 10.00
0.00
2.000 3.000 4.000 5.000 6.000 7.000 8.000 9.000 10.000 11.000 12.000 13.000 14.000
03/07/03 06:42 µ
Z: 10 scans, 4.0 cm –1
03–57 & 58 coated Amtir 4 blank
FIGURE 5.11 FTIR refl ection QC scan for 8- to 12-µm coating on Amtir 4.
again on Amtir 4. Note all the measured parts were less than 1 percent
actual reflectivity. Figure 5.11 shows a FTIR transmission scan again
for an Amtir 4 sample. In this case the reference is a standard back-
ground. The sample is coated on both sides with the standard coating.
The average transmission across the band is 97.18 percent.
One disadvantage for coating the low-softening-point glasses
developed for molding is that they must be coated at low tempera-
tures. To produce a good hard coating, one needs heat as the materials
are deposited. Only one AMI glass passes the severe abrasion test—
Amtir 1. Amtir 1 has the highest softening point and can be coated at
a higher temperature than the others. Coatings on other AMI glasses
pass the mild abrasion test. One other factor to keep in mind is that
chalcogenide glasses have relatively large thermal expansion coeffi-
cients. One should keep this fact in mind when selecting the materials
to be deposited as layers in the coating design.
Reference
1. Ray Hilton, Sr., Ray Hilton, Jr., James McCord, Glen Whaley, Thomas J. Loretz,
and Paul Modlin, “Fabrication of a 10 Meter Length IR Imaging Bundle from
Arsenic Trisulfide Glass Fibers,” SPIE 3596, 64 (1999).