
Page 343 - Chemical process engineering design and economics
P. 343
322 Chapter 6
Topi
Bottom 2
Strippins
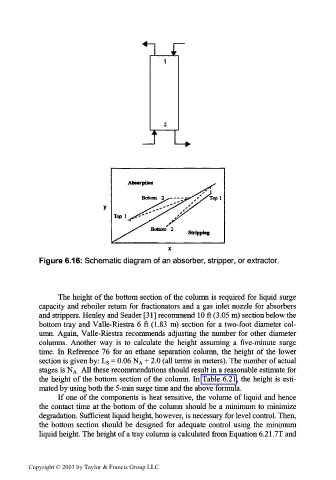
Figure 6.16: Schematic diagram of an absorber, stripper, or extractor.
The height of the bottom section of the column is required for liquid surge
capacity and reboiler return for fractionators and a gas inlet nozzle for absorbers
and strippers. Henley and Seader [31] recommend 10 ft (3.05 m) section below the
bottom tray and Valle-Riestra 6 ft (1.83 m) section for a two-foot diameter col-
umn. Again, Valle-Riestra recommends adjusting the number for other diameter
columns. Another way is to calculate the height assuming a five-minute surge
time. In Reference 76 for an ethane separation column, the height of the lower
section is given by: L s = 0.06 N A + 2.0 (all terms in meters). The number of actual
stages is N. All these recommendations should result in a reasonable estimate for
A
the height of the bottom section of the column. In Table 6.21, the height is esti-
mated by using both the 5-min surge time and the above formula.
If one of the components is heat sensitive, the volume of liquid and hence
the contact time at the bottom of the column should be a minimum to minimize
degradation. Sufficient liquid height, however, is necessary for level control. Then,
the bottom section should be designed for adequate control using the minimum
liquid height. The height of a tray column is calculated from Equation 6.21.7T and
Copyright © 2003 by Taylor & Francis Group LLC