
Page 566 - Dust Explosions in the Process Industries
P. 566
Assessment of lgnitability 533
Siwek sphere provided the dust dispersion and ignition conditions were the same in both
vessels.
The 20 liter vessel system described by Burke (1988) was shown to be in accordance
with the standard specified by American Society for Testing and Materials (1988c), for
determination of both maximum explosion pressures and maximum rates of pressure
rise.
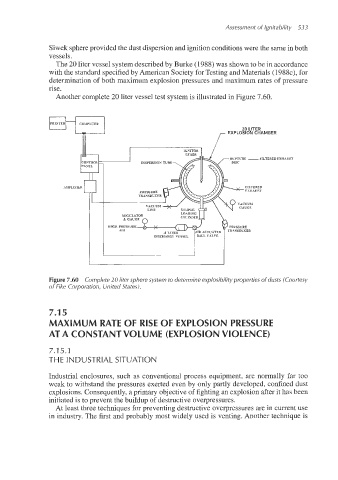
Another complete 20 liter vessel test system is illustrated in Figure 7.60.
20 LITER
EXPLOSION CHAMBER
RCPTUXE -FILTERED EXHAUST
DISPERSION TUBE
Figure 7.60 Complete20 liter sphere system to determine explosibility properties ofdusts (Courtesy
of Fike Corporation, United States).
7.1 5
MAXIMUM RATE OF RISE OF EXPLOSION PRESSURE
AT A CONSTANTVOLUME (EXPLOSIONVIOLENCE)
7.1 5.1
THE INDUSTRIAL SITUATION
Industrial enclosures, such as conventional process equipment, are normally far too
weak to withstand the pressures exerted even by only partly developed, confined dust
explosions. Consequently, a primary objective of fighting an explosion after it has been
initiated is to prevent the buildup of destructive overpressures.
At least three techniques for preventing destructive overpressures are in current use
in industry. The first and probably most widely used is venting. Another technique is