
Page 213 - Academic Press Encyclopedia of Physical Science and Technology 3rd Chemical Engineering
P. 213
P1: GAE/LSK P2: FLV Final Pages
Encyclopedia of Physical Science and Technology EN004D-ID159 June 8, 2001 15:47
110 Crystallization Processes
within the crystallizer. An external cooling surface re-
quires the use of a circulation pump, but this expense may
be mitigated by obtaining a higher heat-transfer coeffi-
cient than would result with the use of coils or a jacketed
vessel. The rate of heat transfer Q from the circulation
loop of a cooling crystallizer must be sufficient to reduce
the temperature of the feed and to remove the heat of
crystallization of the solute. Assuming that no substantial
crystallization occurs in the heat exchanger and limiting
the difference between entering and leaving temperatures
of the circulating magma (T in −T out ), so as to minimize for-
mation of encrustations, the required magma circulation
rate ˙ m circ can be determined from the equation:
Q
˙ m circ = (43)
[C P (T in − T out )] circ
where C P is the heat capacity of the circulating magma.
The methods by which Q can be evaluated were discussed
in Section II. It is not uncommon to limit the decrease in
◦
magma temperature to about 3 to 5 C; therefore, both the FIGURE 14 Draft-tube-baffle crystallizer. [Courtesy of Signal
circulation rate and heat-transfer surface must be large. Swenson Division.]
The feed to cooling crystallizers should be rapidly
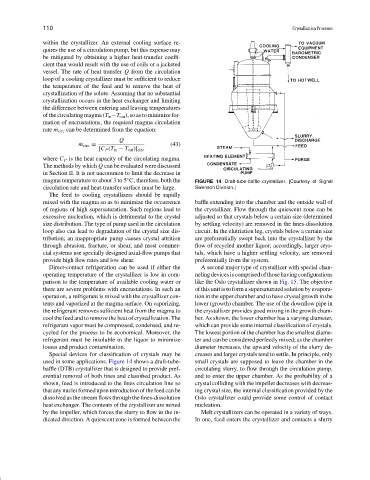
mixed with the magma so as to minimize the occurrence baffle extending into the chamber and the outside wall of
of regions of high supersaturation. Such regions lead to the crystallizer. Flow through the quiescent zone can be
excessive nucleation, which is detrimental to the crystal adjusted so that crystals below a certain size (determined
size distribution. The type of pump used in the circulation by settling velocity) are removed in the fines-dissolution
loop also can lead to degradation of the crystal size dis- circuit. In the elutriation leg, crystals below a certain size
tribution; an inappropriate pump causes crystal attrition are preferentially swept back into the crystallizer by the
through abrasion, fracture, or shear, and most commer- flow of recycled mother liquor; accordingly, larger crys-
cial systems use specially designed axial-flow pumps that tals, which have a higher settling velocity, are removed
provide high flow rates and low shear. preferentially from the system.
Direct-contact refrigeration can be used if either the A second major type of crystallizer with special chan-
operating temperature of the crystallizer is low in com- neling devices is comprised of those having configurations
parison to the temperature of available cooling water or like the Oslo crystallizer shown in Fig. 15. The objective
there are severe problems with encrustations. In such an of this unit is to form a supersaturated solution by evapora-
operation, a refrigerant is mixed with the crystallizer con- tion in the upper chamber and to have crystal growth in the
tents and vaporized at the magma surface. On vaporizing, lower (growth) chamber. The use of the downflow pipe in
the refrigerant removes sufficient heat from the magma to the crystallizer provides good mixing in the growth cham-
cool the feed and to remove the heat of crystallization. The ber. As shown, the lower chamber has a varying diameter,
refrigerant vapor must be compressed, condensed, and re- which can provide some internal classification of crystals.
cycled for the process to be economical. Moreover, the The lowest portion of the chamber has the smallest diame-
refrigerant must be insoluble in the liquor to minimize ter and can be considered perfectly mixed; as the chamber
losses and product contamination. diameter increases, the upward velocity of the slurry de-
Special devices for classification of crystals may be creases and larger crystals tend to settle. In principle, only
used in some applications. Figure 14 shows a draft-tube- small crystals are supposed to leave the chamber in the
baffle (DTB) crystallizer that is designed to provide pref- circulating slurry, to flow through the circulation pump,
erential removal of both fines and classified product. As and to enter the upper chamber. As the probability of a
shown, feed is introduced to the fines circulation line so crystal colliding with the impeller decreases with decreas-
that any nuclei formed upon introduction of the feed can be ing crystal size, the internal classification provided by the
dissolved as the stream flows through the fines-dissolution Oslo crystallizer could provide some control of contact
heat exchanger. The contents of the crystallizer are mixed nucleation.
by the impeller, which forces the slurry to flow in the in- Melt crystallizers can be operated in a variety of ways.
dicated direction. A quiescent zone is formed between the In one, feed enters the crystallizer and contacts a slurry