
Page 393 - Academic Press Encyclopedia of Physical Science and Technology 3rd Chemical Engineering
P. 393
P1: GLQ Final Pages
Encyclopedia of Physical Science and Technology EN009K-419 July 19, 2001 20:57
328 Membranes, Synthetic, Applications
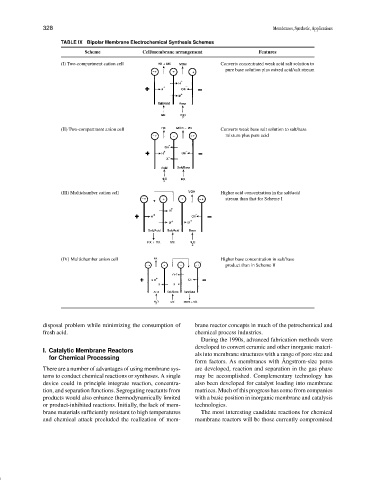
TABLE IX Bipolar Membrane Electrochemical Synthesis Schemes
Scheme Cell/membrane arrangement Features
(I) Two-compartment cation cell Converts concentrated weak acid salt solution to
pure base solution plus mixed acid/salt stream
(II) Two-compartment anion cell Converts weak base salt solution to salt/base
mixture plus pure acid
(III) Multichamber cation cell Higher acid concentration in the salt/acid
stream than that for Scheme I
(IV) Multichamber anion cell Higher base concentration in salt/base
product than in Scheme II
disposal problem while minimizing the consumption of brane reactor concepts in much of the petrochemical and
fresh acid. chemical process industries.
During the 1990s, advanced fabrication methods were
developed to convert ceramic and other inorganic materi-
I. Catalytic Membrane Reactors als into membrane structures with a range of pore size and
for Chemical Processing
˚
form factors. As membranes with Angstrom-size pores
There are a number of advantages of using membrane sys- are developed, reaction and separation in the gas phase
tems to conduct chemical reactions or syntheses. A single may be accomplished. Complementary technology has
device could in principle integrate reaction, concentra- also been developed for catalyst loading into membrane
tion, and separation functions. Segregating reactants from matrices. Much of this progress has come from companies
products would also enhance thermodynamically limited with a basic position in inorganic membrane and catalysis
or product-inhibited reactions. Initially, the lack of mem- technologies.
brane materials sufficiently resistant to high temperatures The most interesting candidate reactions for chemical
and chemical attack precluded the realization of mem- membrane reactors will be those currently compromised