
Page 176 - Engineering Plastics Handbook
P. 176
Polybutylene Terephthalate (PBT) 149
14
12 Feed zone
10
Flight depth (mm) 8 Metering zone
6
4
2
0
30 50 70 90 110 130
Screw diameter (mm)
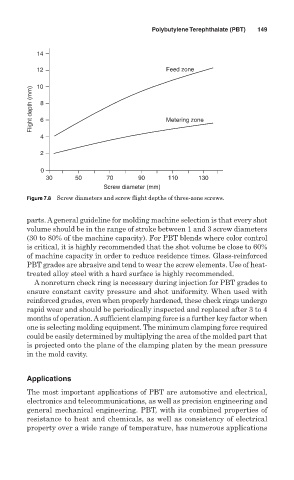
Figure 7.8 Screw diameters and screw flight depths of three-zone screws.
parts. Ageneral guideline for molding machine selection is that every shot
volume should be in the range of stroke between 1 and 3 screw diameters
(30 to 80% of the machine capacity). For PBT blends where color control
is critical, it is highly recommended that the shot volume be close to 60%
of machine capacity in order to reduce residence times. Glass-reinforced
PBT grades are abrasive and tend to wear the screw elements. Use of heat-
treated alloy steel with a hard surface is highly recommended.
A nonreturn check ring is necessary during injection for PBT grades to
ensure constant cavity pressure and shot uniformity. When used with
reinforced grades, even when properly hardened, these check rings undergo
rapid wear and should be periodically inspected and replaced after 3 to 4
months of operation. Asufficient clamping force is a further key factor when
one is selecting molding equipment. The minimum clamping force required
could be easily determined by multiplying the area of the molded part that
is projected onto the plane of the clamping platen by the mean pressure
in the mold cavity.
Applications
The most important applications of PBT are automotive and electrical,
electronics and telecommunications, as well as precision engineering and
general mechanical engineering. PBT, with its combined properties of
resistance to heat and chemicals, as well as consistency of electrical
property over a wide range of temperature, has numerous applications