
Page 330 - Failure Analysis Case Studies II
P. 330
315
In addition to pitting of the silver plating, there were burnt areas where it appeared as if silver
plating had been melted by electrical arcing.
Closer investigation of the pitted areas seemed to show that corrosion on the waveguide internal
passages probably started on the exposed silver plated surface. It is theorized that these pits, however
formed, allowed attack of the underlying copper bearing base material.
A chemical analysis using X-ray diffraction analysis, subsequently verified by Fourier transform
infrared spectroscopy and energy dispersive X-ray spectroscopy, revealed that the debris is primarily
copper hydroxy nitrate Cu(OH),N03. To determine how it got there, a laboratory test was per-
formed to try to create the same debris on clean waveguide samples by placing on them a small
amount of nitric acid. Two hours later, a blue color was observed in the acid. After about 12 h, blue
crystals began forming at the silver plated interface. After 5 days, most of the solution had been
replaced by green corrosion analyzed as a copper hydroxy nitrate. Nitric acid clearly caused
the corrosion. Its source could be either faulty fabrication processes or arcing induced chemical
reactions.
2. FABRICATION PROCESS
The silver plating on the brass waveguide is applied after the brass has undergone a multi step
surface preparation process. First, the brass surface is cleaned and etched in a caustic cleaning
solution for 5-60 s. After subsequent rinsing under running tap water, the brass is immersed in a
bright dip solution for 5-20 s. This removes scratches and oxide, making the brass look shiny. The
bright dip solution is composed of 5-10% tap water, 60-75% sulfuric acid, 20-35% nitric acid. To
remove the bright dip, parts are washed in running tap water. The use of pumice and a brush is
required for assemblies. The bright dip vendor specifies that this cleaning technique is suffcient.
Once bright dipping is complete, parts should be first immersed in clean running water, then
boiling hot water, and then dried. To avoid contamination between one dip operation and another,
parts should be rinsed in running water, hot water and then dried at each step [l].
Both silver and copper bright dips exist to make either copper or silver shiny. Once silver plating
was complete, a bright dip step may have been inadvertently included despite its lack in vendor
process specifications. For instance, a silver bright dip may have been performed to relieve the
effects of poor silver plating, inadvertently leaving behind an acidic residue.
3. ARCING INDUCED CHEMICAL REACTIONS
If nitric acid was indeed produced by arcing, nitric oxide (NO) would need to be present. Colorless
and noncombustible, nitric oxide can be produced from atmospheric oxygen and nitrogen in the
presence of an electric arc. In this instance, such production is possible-there was evidence of
arcing on the waveguide surface. In addition, arcing could have initiated pits in the silver plating,
exposing the underlying copper bearing base material to chemical attack.
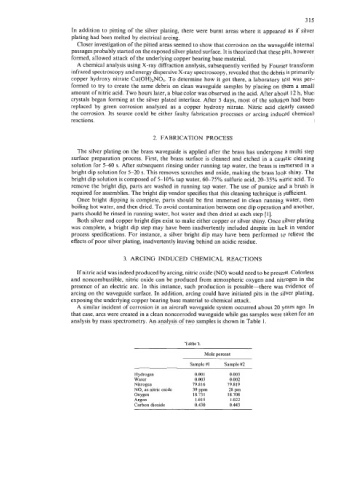
A similar incident of corrosion in an aircraft waveguide system occurred about 20 years ago. In
that case, arcs were created in a clean noncorroded waveguide while gas samples were taken for an
analysis by mass spectrometry. An analysis of two samples is shown in Table 1.
Table 1.
Mole percent
Sample #I Sample #2
Hydrogen 0.001 0.003
Water 0.003 0.002
Nitrogen 79.816 79.819
NO, as nitric oxide 39 PPm 28 pm
Oxygen 18.731 18.708
Argon 1.015 1.022
Carbon dioxide 0.430 0.443