
Page 69 - Handbook of Plastics Technologies
P. 69
THERMOPLASTICS
THERMOPLASTICS 2.9
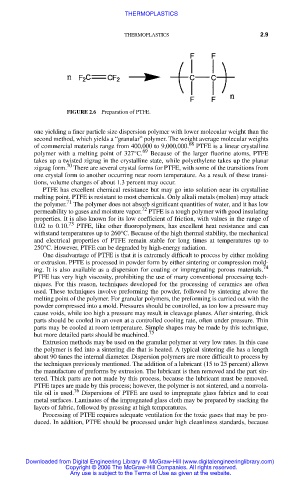
FIGURE 2.6 Preparation of PTFE.
one yielding a finer particle size dispersion polymer with lower molecular weight than the
second method, which yields a “granular” polymer. The weight average molecular weights
68
of commercial materials range from 400,000 to 9,000,000. PTFE is a linear crystalline
69
polymer with a melting point of 327°C. Because of the larger fluorine atoms, PTFE
takes up a twisted zigzag in the crystalline state, while polyethylene takes up the planar
70
zigzag form. There are several crystal forms for PTFE, with some of the transitions from
one crystal form to another occurring near room temperature. As a result of these transi-
tions, volume changes of about 1.3 percent may occur.
PTFE has excellent chemical resistance but may go into solution near its crystalline
melting point. PTFE is resistant to most chemicals. Only alkali metals (molten) may attack
71
the polymer. The polymer does not absorb significant quantities of water, and it has low
72
permeability to gases and moisture vapor. PTFE is a tough polymer with good insulating
properties. It is also known for its low coefficient of friction, with values in the range of
73
0.02 to 0.10. PTFE, like other fluoropolymers, has excellent heat resistance and can
withstand temperatures up to 260°C. Because of the high thermal stability, the mechanical
and electrical properties of PTFE remain stable for long times at temperatures up to
250°C. However, PTFE can be degraded by high-energy radiation.
One disadvantage of PTFE is that it is extremely difficult to process by either molding
or extrusion. PFTE is processed in powder form by either sintering or compression mold-
ing. It is also available as a dispersion for coating or impregnating porous materials. 74
PTFE has very high viscosity, prohibiting the use of many conventional processing tech-
niques. For this reason, techniques developed for the processing of ceramics are often
used. These techniques involve preforming the powder, followed by sintering above the
melting point of the polymer. For granular polymers, the preforming is carried out with the
powder compressed into a mold. Pressures should be controlled, as too low a pressure may
cause voids, while too high a pressure may result in cleavage planes. After sintering, thick
parts should be cooled in an oven at a controlled cooling rate, often under pressure. Thin
parts may be cooled at room temperature. Simple shapes may be made by this technique,
75
but more detailed parts should be machined.
Extrusion methods may be used on the granular polymer at very low rates. In this case
the polymer is fed into a sintering die that is heated. A typical sintering die has a length
about 90 times the internal diameter. Dispersion polymers are more difficult to process by
the techniques previously mentioned. The addition of a lubricant (15 to 25 percent) allows
the manufacture of preforms by extrusion. The lubricant is then removed and the part sin-
tered. Thick parts are not made by this process, because the lubricant must be removed.
PTFE tapes are made by this process; however, the polymer is not sintered, and a nonvola-
76
tile oil is used. Dispersions of PTFE are used to impregnate glass fabrics and to coat
metal surfaces. Laminates of the impregnated glass cloth may be prepared by stacking the
layers of fabric, followed by pressing at high temperatures.
Processing of PTFE requires adequate ventilation for the toxic gases that may be pro-
duced. In addition, PTFE should be processed under high cleanliness standards, because
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2006 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.