
Page 172 - Industrial Cutting of Textile Materials
P. 172
Automated laser cutting of textile materials 159
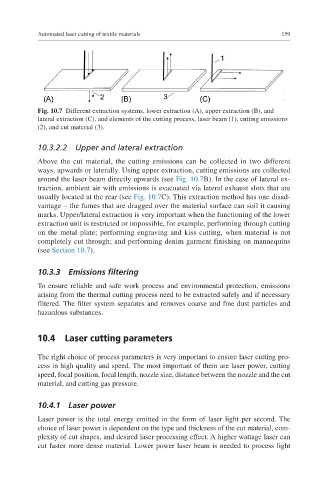
Fig. 10.7 Different extraction systems, lower extraction (A), upper extraction (B), and
lateral extraction (C), and elements of the cutting process, laser beam (1), cutting emissions
(2), and cut material (3).
10.3.2.2 Upper and lateral extraction
Above the cut material, the cutting emissions can be collected in two different
ways, upwards or laterally. Using upper extraction, cutting emissions are collected
around the laser beam directly upwards (see Fig. 10.7B). In the case of lateral ex-
traction, ambient air with emissions is evacuated via lateral exhaust slots that are
usually located at the rear (see Fig. 10.7C). This extraction method has one disad-
vantage – the fumes that are dragged over the material surface can soil it causing
marks. Upper/lateral extraction is very important when the functioning of the lower
extraction unit is restricted or impossible, for example, performing through cutting
on the metal plate; performing engraving and kiss cutting, when material is not
completely cut through; and performing denim garment finishing on mannequins
(see Section 10.7).
10.3.3 Emissions filtering
To ensure reliable and safe work process and environmental protection, emissions
arising from the thermal cutting process need to be extracted safely and if necessary
filtered. The filter system separates and removes coarse and fine dust particles and
hazardous substances.
10.4 Laser cutting parameters
The right choice of process parameters is very important to ensure laser cutting pro-
cess in high quality and speed. The most important of them are laser power, cutting
speed, focal position, focal length, nozzle size, distance between the nozzle and the cut
material, and cutting gas pressure.
10.4.1 Laser power
Laser power is the total energy emitted in the form of laser light per second. The
choice of laser power is dependent on the type and thickness of the cut material, com-
plexity of cut shapes, and desired laser processing effect. A higher wattage laser can
cut faster more dense material. Lower power laser beam is needed to process light