
Page 174 - Industrial Cutting of Textile Materials
P. 174
Automated laser cutting of textile materials 161
Using the compressed air as a cutting gas, the beam focus should be located on the
surface of the cut material or in processing thick materials, at the centre of the material
thickness. The focal point has to be positioned accurately on the cut material and its
position kept constant during the whole work process.
The sensitivity to focal position is dependent on the cut material properties. The
sensitivity of focusing is less in high-power lasers than in lower power ones. Smaller
focal points are used to cut material. Large focal points are needed to engrave and
mark material surface.
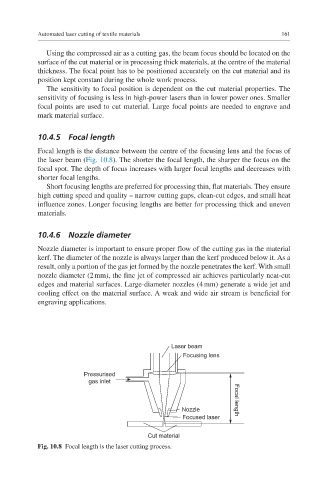
10.4.5 Focal length
Focal length is the distance between the centre of the focusing lens and the focus of
the laser beam (Fig. 10.8). The shorter the focal length, the sharper the focus on the
focal spot. The depth of focus increases with larger focal lengths and decreases with
shorter focal lengths.
Short focusing lengths are preferred for processing thin, flat materials. They ensure
high cutting speed and quality – narrow cutting gaps, clean-cut edges, and small heat
influence zones. Longer focusing lengths are better for processing thick and uneven
materials.
10.4.6 Nozzle diameter
Nozzle diameter is important to ensure proper flow of the cutting gas in the material
kerf. The diameter of the nozzle is always larger than the kerf produced below it. As a
result, only a portion of the gas jet formed by the nozzle penetrates the kerf. With small
nozzle diameter (2 mm), the fine jet of compressed air achieves particularly neat-cut
edges and material surfaces. Large-diameter nozzles (4 mm) generate a wide jet and
cooling effect on the material surface. A weak and wide air stream is beneficial for
engraving applications.
Laser beam
Focusing lens
Pressurised
gas inlet
Nozzle Focal length
Focused laser
Cut material
Fig. 10.8 Focal length is the laser cutting process.