
Page 302 - Industrial Process Plant Construction Estimating and Man Hour Analysis
P. 302
Appendix F
Boiler man-hour tables
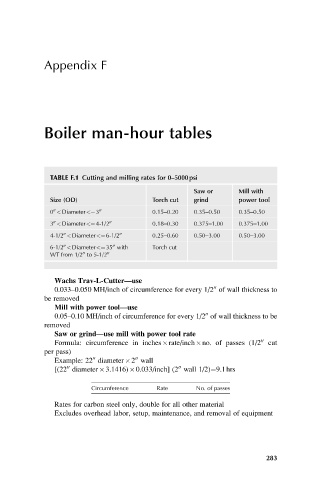
TABLE F.1 Cutting and milling rates for 0–5000psi
Saw or Mill with
Size (OD) Torch cut grind power tool
0 <Diameter<¼3 00 0.15–0.20 0.35–0.50 0.35–0.50
00
3 <Diameter<¼4-1/2 00 0.18–0.30 0.375–1.00 0.375–1.00
00
4-1/2 <Diameter<¼6-1/2 00 0.25–0.60 0.50–3.00 0.50–3.00
00
6-1/2 <Diameter<¼35 with Torch cut
00
00
WT from 1/2 to 5-1/2 00
00
Wachs Trav-L-Cutter—use
0.033–0.050 MH/inch of circumference for every 1/2 of wall thickness to
00
be removed
Mill with power tool—use
0.05–0.10 MH/inch of circumference for every 1/2 of wall thickness to be
00
removed
Saw or grind—use mill with power tool rate
Formula: circumference in inches rate/inch no. of passes (1/2 cut
00
per pass)
Example: 22 diameter 2 wall
00
00
[(22 diameter 3.1416) 0.033/inch] (2 wall 1/2)¼9.1hrs
00
00
Circumference Rate No. of passes
Rates for carbon steel only, double for all other material
Excludes overhead labor, setup, maintenance, and removal of equipment
283