
Page 303 - Industrial Process Plant Construction Estimating and Man Hour Analysis
P. 303
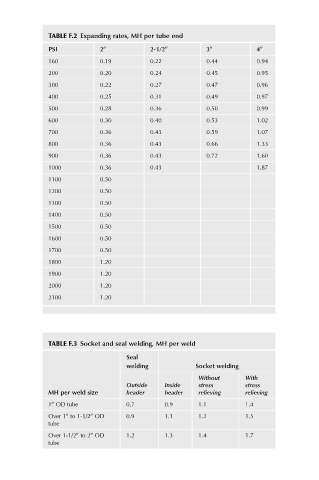
TABLE F.2 Expanding rates, MH per tube end
PSI 2 00 2-1/2 00 3 00 4 00
160 0.19 0.22 0.44 0.94
200 0.20 0.24 0.45 0.95
300 0.22 0.27 0.47 0.96
400 0.25 0.31 0.49 0.97
500 0.28 0.36 0.50 0.99
600 0.30 0.40 0.53 1.02
700 0.36 0.43 0.59 1.07
800 0.36 0.43 0.66 1.33
900 0.36 0.43 0.72 1.60
1000 0.36 0.43 1.87
1100 0.50
1200 0.50
1300 0.50
1400 0.50
1500 0.50
1600 0.50
1700 0.50
1800 1.20
1900 1.20
2000 1.20
2100 1.20
TABLE F.3 Socket and seal welding, MH per weld
Seal
welding Socket welding
Without With
Outside Inside stress stress
MH per weld size header header relieving relieving
00
1 OD tube 0.7 0.9 1.1 1.4
Over 1 to 1-1/2 OD 0.9 1.1 1.2 1.5
00
00
tube
Over 1-1/2 to 2 OD 1.2 1.3 1.4 1.7
00
00
tube