
Page 279 - Injection Molding Advanced Troubleshooting Guide
P. 279
28.3 High Fill Pressure Troubleshooting 271
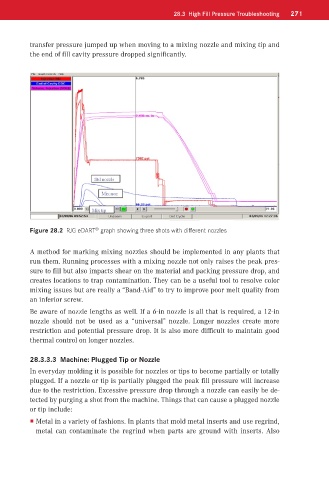
transfer pressure jumped up when moving to a mixing nozzle and mixing tip and
the end of fill cavity pressure dropped significantly.
Figure 28.2 RJG eDART graph showing three shots with different nozzles
®
A method for marking mixing nozzles should be implemented in any plants that
run them. Running processes with a mixing nozzle not only raises the peak pres-
sure to fill but also impacts shear on the material and packing pressure drop, and
creates locations to trap contamination. They can be a useful tool to resolve color
mixing issues but are really a “Band-Aid” to try to improve poor melt quality from
an inferior screw.
Be aware of nozzle lengths as well. If a 6-in nozzle is all that is required, a 12-in
nozzle should not be used as a “universal” nozzle. Longer nozzles create more
restriction and potential pressure drop. It is also more difficult to maintain good
thermal control on longer nozzles.
28.3.3.3 Machine: Plugged Tip or Nozzle
In everyday molding it is possible for nozzles or tips to become partially or totally
plugged. If a nozzle or tip is partially plugged the peak fill pressure will increase
due to the restriction. Excessive pressure drop through a nozzle can easily be de-
tected by purging a shot from the machine. Things that can cause a plugged nozzle
or tip include:
Metal in a variety of fashions. In plants that mold metal inserts and use regrind,
metal can contaminate the regrind when parts are ground with inserts. Also