
Page 281 - Injection Molding Advanced Troubleshooting Guide
P. 281
28.3 High Fill Pressure Troubleshooting 273
Case Study: Machine Accuracy
In this example a molding machine had a deviation of 200 psi hydraulic
pressure from the set point. In this particular case the set point on the
controller did not match the actual pressure displayed on the controller, nor
did it match the hydraulic pressure gauge. An RJG eDART process monitoring
system was connected to the machine to provide an additional confirmation
and showed that the machine was in fact running 200 psi low on the
hydraulic pressure. A handheld pressure gauge can be plugged into the test
ports on the machine to verify pressure if a process monitoring system is
unavailable.
This pressure inaccuracy explained why mold ABC never ran well in this ma-
chine! The process was not matching the documented and validated setup.
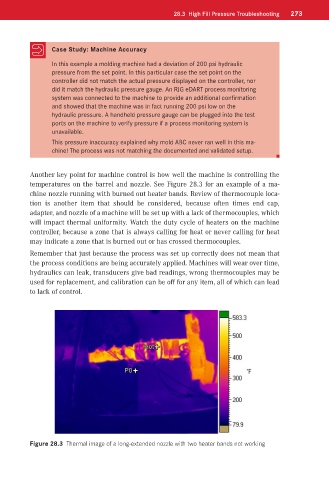
Another key point for machine control is how well the machine is controlling the
temperatures on the barrel and nozzle. See Figure 28.3 for an example of a ma-
chine nozzle running with burned out heater bands. Review of thermocouple loca-
tion is another item that should be considered, because often times end cap,
adapter, and nozzle of a machine will be set up with a lack of thermocouples, which
will impact thermal uniformity. Watch the duty cycle of heaters on the machine
controller, because a zone that is always calling for heat or never calling for heat
may indicate a zone that is burned out or has crossed thermocouples.
Remember that just because the process was set up correctly does not mean that
the process conditions are being accurately applied. Machines will wear over time,
hydraulics can leak, transducers give bad readings, wrong thermocouples may be
used for replacement, and calibration can be off for any item, all of which can lead
to lack of control.
Figure 28.3 Thermal image of a long-extended nozzle with two heater bands not working