
Page 368 - Injection Molding Advanced Troubleshooting Guide
P. 368
364 38 Read-through
38.2 Read-through Troubleshooting Chart
Table 38.1 shows the read-through troubleshooting chart.
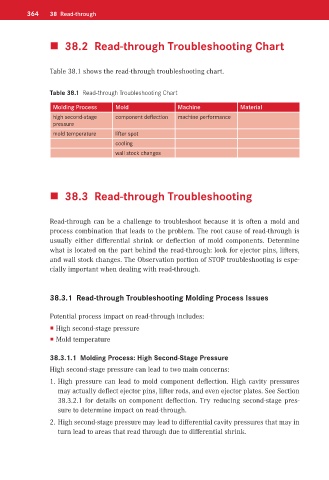
Table 38.1 Read-through Troubleshooting Chart
Molding Process Mold Machine Material
high second-stage component deflection machine performance
pressure
mold temperature lifter spot
cooling
wall stock changes
38.3 Read-through Troubleshooting
Read-through can be a challenge to troubleshoot because it is often a mold and
process combination that leads to the problem. The root cause of read-through is
usually either differential shrink or deflection of mold components. Determine
what is located on the part behind the read-through: look for ejector pins, lifters,
and wall stock changes. The Observation portion of STOP troubleshooting is espe-
cially important when dealing with read-through.
38.3.1 Read-through Troubleshooting Molding Process Issues
Potential process impact on read-through includes:
High second-stage pressure
Mold temperature
38.3.1.1 Molding Process: High Second-Stage Pressure
High second-stage pressure can lead to two main concerns:
1. High pressure can lead to mold component deflection. High cavity pressures
may actually deflect ejector pins, lifter rods, and even ejector plates. See Section
38.3.2.1 for details on component deflection. Try reducing second-stage pres-
sure to determine impact on read-through.
2. High second-stage pressure may lead to differential cavity pressures that may in
turn lead to areas that read through due to differential shrink.