
Page 399 - Injection Molding Advanced Troubleshooting Guide
P. 399
398 41 Sink
41.2 Sink Troubleshooting Chart
Table 41.1 shows the sink troubleshooting chart.
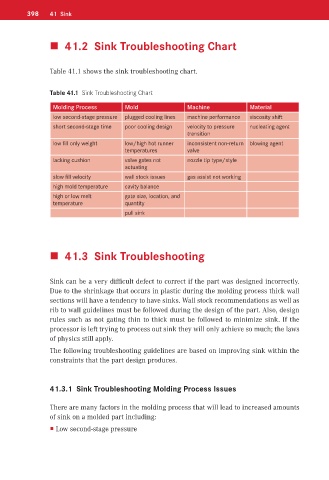
Table 41.1 Sink Troubleshooting Chart
Molding Process Mold Machine Material
low second-stage pressure plugged cooling lines machine performance viscosity shift
short second-stage time poor cooling design velocity to pressure nucleating agent
transition
low fill only weight low/high hot runner inconsistent non-return blowing agent
temperatures valve
lacking cushion valve gates not nozzle tip type/style
actuating
slow fill velocity wall stock issues gas assist not working
high mold temperature cavity balance
high or low melt gate size, location, and
temperature quantity
pull sink
41.3 Sink Troubleshooting
Sink can be a very difficult defect to correct if the part was designed incorrectly.
Due to the shrinkage that occurs in plastic during the molding process thick wall
sections will have a tendency to have sinks. Wall stock recommendations as well as
rib to wall guidelines must be followed during the design of the part. Also, design
rules such as not gating thin to thick must be followed to minimize sink. If the
processor is left trying to process out sink they will only achieve so much; the laws
of physics still apply.
The following troubleshooting guidelines are based on improving sink within the
constraints that the part design produces.
41.3.1 Sink Troubleshooting Molding Process Issues
There are many factors in the molding process that will lead to increased amounts
of sink on a molded part including:
Low second-stage pressure