
Page 402 - Injection Molding Advanced Troubleshooting Guide
P. 402
41.3 Sink Troubleshooting 401
1. Verify that the machine is running with an adequate cushion (minimum of
approximately 0.25 in).
2. If machine is holding a cushion, try reducing the transfer position.
3. If machine is not holding a cushion see Section 41.3.1.4.
4. Adjust shot if lack of cushion is due to shot size.
41.3.1.4 Molding Process: Lacking Cushion
To transfer pressure from the machine to the cavity the machine must have a cush-
ion of plastic in front of the screw tip. Cushion is a valuable variable to document
and track. If the machine is not holding a cushion, determine where the plastic is
going. Possible areas of leaking are:
Past non-return valve
Between nozzle tip and sprue bushing
In hot runner manifold
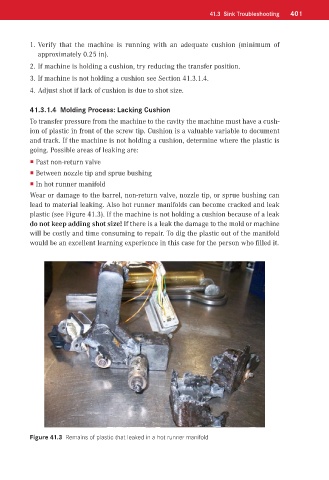
Wear or damage to the barrel, non-return valve, nozzle tip, or sprue bushing can
lead to material leaking. Also hot runner manifolds can become cracked and leak
plastic (see Figure 41.3). If the machine is not holding a cushion because of a leak
do not keep adding shot size! If there is a leak the damage to the mold or machine
will be costly and time consuming to repair. To dig the plastic out of the manifold
would be an excellent learning experience in this case for the person who filled it.
Figure 41.3 Remains of plastic that leaked in a hot runner manifold