
Page 432 - Injection Molding Advanced Troubleshooting Guide
P. 432
432 43 Sprue Sticking
43.2 Sprue Sticking Troubleshooting Chart
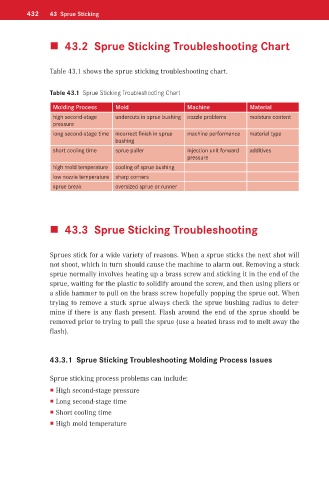
Table 43.1 shows the sprue sticking troubleshooting chart.
Table 43.1 Sprue Sticking Troubleshooting Chart
Molding Process Mold Machine Material
high second-stage undercuts in sprue bushing nozzle problems moisture content
pressure
long second-stage time incorrect finish in sprue machine performance material type
bushing
short cooling time sprue puller injection unit forward additives
pressure
high mold temperature cooling of sprue bushing
low nozzle temperature sharp corners
sprue break oversized sprue or runner
43.3 Sprue Sticking Troubleshooting
Sprues stick for a wide variety of reasons. When a sprue sticks the next shot will
not shoot, which in turn should cause the machine to alarm out. Removing a stuck
sprue normally involves heating up a brass screw and sticking it in the end of the
sprue, waiting for the plastic to solidify around the screw, and then using pliers or
a slide hammer to pull on the brass screw hopefully popping the sprue out. When
trying to remove a stuck sprue always check the sprue bushing radius to deter-
mine if there is any flash present. Flash around the end of the sprue should be
removed prior to trying to pull the sprue (use a heated brass rod to melt away the
flash).
43.3.1 Sprue Sticking Troubleshooting Molding Process Issues
Sprue sticking process problems can include:
High second-stage pressure
Long second-stage time
Short cooling time
High mold temperature