
Page 294 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 294
Section 11.3 Expendable-mold, Expendable-pattern Casting Processes 2
I l.3.2 Investment Casting
The investment-casting process, also called the lost-wax process, was first used dur-
ing the period from 4000 to 3000 B.C. Typical parts made are components for office
equipment, as well as mechanical components such as gears, cams, valves, and
ratchets. Parts up to 1.5 m in diameter and weighing as much as 1140 kg have been
cast successfully by this process. The capabilities of investment casting are given in
Table 11.2.
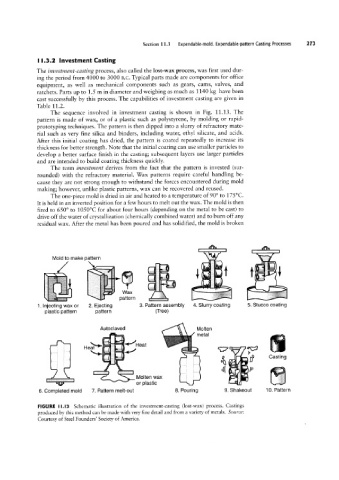
The sequence involved in investment casting is shown in Fig. 11.13. The
pattern is made of wax, or of a plastic such as polystyrene, by molding or rapid-
prototyping techniques. The pattern is then dipped into a slurry of refractory mate-
rial such as very fine silica and binders, including water, ethyl silicate, and acids.
After this initial coating has dried, the pattern is coated repeatedly to increase its
thickness for better strength. Note that the initial coating can use smaller particles to
develop a better surface finish in the casting; subsequent layers use larger particles
and are intended to build coating thickness quickly.
The term investment derives from the fact that the pattern is invested (sur-
rounded) with the refractory material. Wax patterns require careful handling be-
cause they are not strong enough to withstand the forces encountered during mold
making; however, unlike plastic patterns, wax can be recovered and reused.
The one-piece mold is dried in air and heated to a temperature of 90° to 175 °C.
It is held in an inverted position for a few hours to melt out the wax. The mold is then
fired to 650° to 105 0°C for about four hours (depending on the metal to be cast) to
drive off the water of crystallization (chemically combined water) and to burn off any
A
residual wax. After the metal has been poured and has solidified, the mold is broken
T£ Tf5ifi ,
fitf
1
Wax
M;
\ /
it
|\/Iold to make pattern
Il
ffm'
I
4 ff
11:
ff ,i'l' 5:2:;;5'f
~
1
T
ii
. QI
75 ”
> $¢#1 Y¥f
ii!!
~
“
;'§f§
,mid
1*
~”%
.. ..........,,.
2. Ejecting
1. Injecting wax or "" ¢§5;Aé; pattern 3. Pattern assembly 4. Slurry coating 5. Stucco coating
A
plastic pattern pattern (Tree)
Autoclaved |\/|0|ten
'°‘ ....... metal ...a
....
Heat H931 ,...
tai ! 0 Q Q;
'V{, __`4 qptp WWWW ff , _ 9° casting
EW*
Molten lNaX
ev or plastic it
6. Completed mold 7. Pattern melt-out 8. Pouring 9. Snakeout 10. Pattern
FIGURE I l.l3 Schematic illustration of the investment-casting (lost-wax) process. Castings
produced by this method can be made with very fine detail and from a variety of metals. Source:
Courtesy of Steel Founders’ Society of America.