
Page 300 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 300
Section 11.4 Permanent-mold Castrng Processes 2
graphite or metal mold. The pressure is maintained until the metal has solidified
completely in the mold. The molten metal also may be forced upward by a vacuum,
which also removes dissolved gases and produces a casting with lower porosity.
Pressure casting generally is used for high-quality castings, such as steel railroad-car
wheels, although these wheels also may be cast in sand molds or semipermanent
molds made of graphite and sand.
I I.4.5 Die Casting
The die-casting process, developed in the early 1900s, is a further example of
permanent-mold casting. The European term for this process is pressure die casting
and should not be confused with pressure casting described in Section 11.4.4.
Typical parts made by die casting are housings, business-machine and appliance
components, hand-tool components, and toys. The weight of most castings ranges
from less than 90 g to about 25 kg. Equipment costs, particularly the cost of dies,
are somewhat high, but labor costs are generally low, because the process is semi- or
fully automated. Die casting is economical for large production runs. The capabili-
ties of die casting are given in Table 11.2.
In the die-casting process, molten metal is forced into the die cavity at pres-
sures ranging from 0.7 to 700 MPa. There are two basic types of die-casting ma-
chines: hot-chamber and cold-chamber machines.
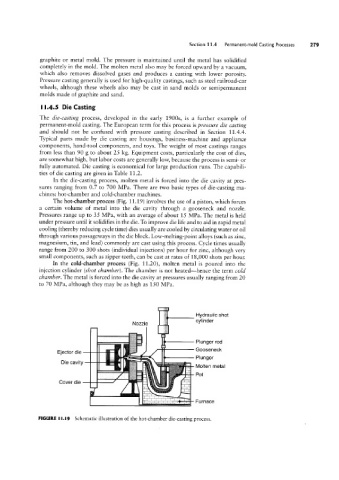
The hot-chamber process (Fig. 1 1.19) involves the use of a piston, which forces
a certain volume of metal into the die cavity through a gooseneck and nozzle.
Pressures range up to 35 MPa, with an average of about 15 MPa. The metal is held
under pressure until it solidifies in the die. To improve die life and to aid in rapid metal
cooling (thereby reducing cycle time) dies usually are cooled by circulating water or oil
through various passageways in the die block. Low-melting-point alloys (such as zinc,
magnesium, tin, and lead) commonly are cast using this process. Cycle times usually
range from 200 to 300 shots (individual injections) per hour for zinc, although very
small components, such as zipper teeth, can be cast at rates of 18,000 shots per hour.
In the cold-chamber process (Fig. 1120), molten metal is poured into the
injection cylinder (shot chamber). The chamber is not heated-hence the term cold
chamber. The metal is forced into the die cavity at pressures usually ranging from 20
to 70 MPa, although they may be as high as 150 MPa.
Hydraulic shot
Nozzle cylinder
1- Plunger rod
li Gooseneck
Ejector die
Plunger
D'e Cav” Molten metal
Pot
Cover die
Furnace
FIGURE |.I9 Schematic illustration of the hot-chamber die-casting process.
I