
Page 302 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 302
Section 11.4 Permanent-mold Casting Processes 28l
TABLE l l.3
Properties and Typical Applications of Same (Zommon Die-casting Alloys
Ultimate
tensile Yield Elongation
strength strength in 50 mm
Alloy (MPa) (MPa) (%) Applications
Aluminum 380 (3.5 Cu-8.5 Si) 320 2.5 Appliances, automotive components,
electrical motor frames and housings
13 (12 Si) 300 2.5 Complex shapes with thin walls, parts
requiring strength at elevated
temperatures
Brass 858 (60 Cu) 380 15 Plumbing fixtures, lock hardware,
bushings, ornamental castings
Magnesium AZ91 B (9 Al-0.7 Zn) 230 3 Power tools, automotive parts,
sporting goods
Zinc No. 3 (4 Al) 280 10 Automotive parts, office equipment,
household utensils, building
hardware, toys
No. 5 (4 Al-1 Cu) 320 7 Appliances, automotive parts,
building hardware, business
equipment
Source: American Die Casting Institute.
wall thickness. With a good surface finish and dimensional accuracy, die casting can
produce smooth surfaces for bearings that otherwise normally would be machined.
Components such as pins, shafts, and threaded fasteners can be die cast inte-
grally. Called insert molding, this process is similar to placing wooden sticks in pop-
sicles prior to freezing (see also Section 19.3). For good interfacial strength, insert
surfaces may be knurled (see Fig. 23.11 on page 616), grooved, or splined. Steel,
brass, and bronze inserts are used commonly in die-casting alloys. In selecting insert
materials, the possibility of galvanic corrosion should be taken into account. To
avoid this potential problem, the insert can be insulated, plated, or surface treated.
Because of the high pressures involved, dies for die casting have a tendency to
part unless clamped together tightly. Die-casting machines are thus rated according
to the clamping force that can be exerted to keep the dies closed. The capacities of
$1
commercially available machines range from about 23 to 2700 metric tons. Other
factors involved in the selection of die-casting machines are die size, piston stroke,
shot pressure, and cost.
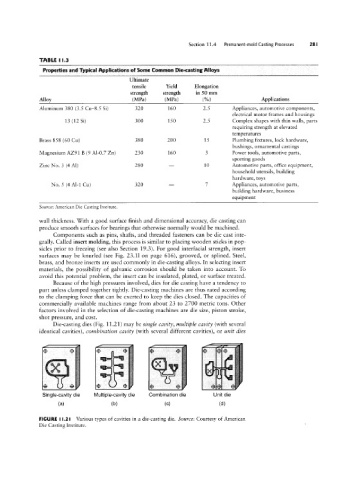
Die-casting dies (Fig. 11.21) may be single cat/ity, multiple cat/ity (with several
identical cavities), combination cavity (with several different cavities), or unit dies
,,_,
@ ii 5 iii
,,
Q’
Single-cavity die Multiple-cavity die Combination die Unit die
(H) (D) (C) (d)
FIGURE ll.2I Various types of cavities in a die-casting die. Source: Courtesy of American
Die Casting Institute.