
Page 301 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 301
280 Chapter 11 Metal-Casting Processes and Equipment
Cavity Stationary platen
Electignpcgiri Ladle Hydraulic
C |'nder
Y'
iri
Ejector or _
®
.,rtra Stationary Shot Plunger
I
die half
1
m_ .ll |?|
,,_,,,_ _,_
,,;;, ;_:
Ejector box
il
sleeve rod
die half
M "““'““
,_
,
plunger
rr r r_tt
P'U'"'Qef VOC*
T i. Pouring hole
fu.
t.: Av. x
. ,
_,,_,
Closing Clamp Ejector Cover Metal Shot
cylinder mechanism box disc sleeve cylinder
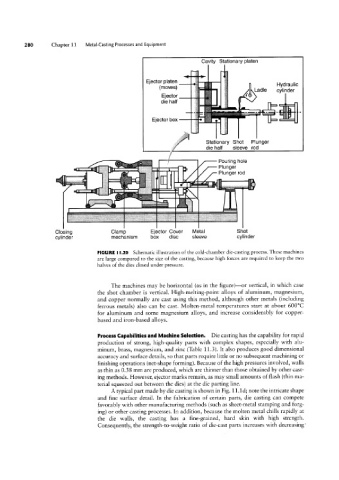
FIGURE I I.20 Schematic illustration of the cold-chamber die-casting process. These machines
are large compared to the size of the casting, because high forces are required to keep the two
halves of the dies closed under pressure.
The machines may be horizontal (as in the figure)-or vertical, in which case
the shot chamber is vertical. High-melting-point alloys of aluminum, magnesium,
and copper normally are cast using this method, although other metals (including
ferrous metals) also can be cast. Molten-metal temperatures start at about 600°C
for aluminum and some magnesium alloys, and increase considerably for copper-
based and iron-based alloys.
Process Capabilities and Machine Selection. Die casting has the capability for rapid
production of strong, high-quality parts with complex shapes, especially with alu-
minum, brass, magnesium, and zinc (Table 11.3). It also produces good dimensional
accuracy and surface details, so that parts require little or no subsequent machining or
finishing operations (net-shape forming). Because of the high pressures involved, walls
as thin as 0.38 mm are produced, which are thinner than those obtained by other cast-
ing methods. However, ejector marks remain, as may small amounts of flash (thin ma-
terial squeezed out between the dies) at the die parting line.
A typical part made by die casting is shown in Fig. 1 1.1d; note the intricate shape
and fine surface detail. In the fabrication of certain parts, die casting can compete
favorably with other manufacturing methods (such as sheet-metal stamping and forg-
ing) or other casting processes. In addition, because the molten metal chills rapidly at
the die walls, the casting has a fine-grained, hard skin with high strength.
Consequently, the strength-to-weight ratio of die-cast parts increases with decreasing