
Page 69 - Modular design for machine tools
P. 69
Basic Knowledge: What Is the Modular Design? 39
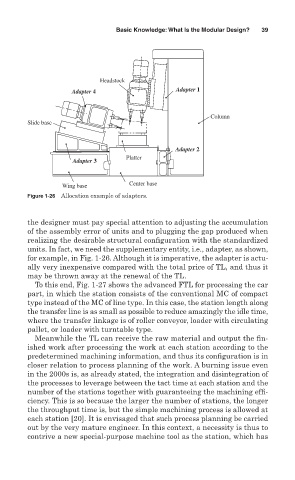
Headstock
Adapter 4 Adapter 1
Column
Slide base
Adapter 2
Platter
Adapter 3
Center base
Wing base
Figure 1-26 Allocation example of adapters.
the designer must pay special attention to adjusting the accumulation
of the assembly error of units and to plugging the gap produced when
realizing the desirable structural configuration with the standardized
units. In fact, we need the supplementary entity, i.e., adapter, as shown,
for example, in Fig. 1-26. Although it is imperative, the adapter is actu-
ally very inexpensive compared with the total price of TL, and thus it
may be thrown away at the renewal of the TL.
To this end, Fig. 1-27 shows the advanced FTL for processing the car
part, in which the station consists of the conventional MC of compact
type instead of the MC of line type. In this case, the station length along
the transfer line is as small as possible to reduce amazingly the idle time,
where the transfer linkage is of roller conveyor, loader with circulating
pallet, or loader with turntable type.
Meanwhile the TL can receive the raw material and output the fin-
ished work after processing the work at each station according to the
predetermined machining information, and thus its configuration is in
closer relation to process planning of the work. A burning issue even
in the 2000s is, as already stated, the integration and disintegration of
the processes to leverage between the tact time at each station and the
number of the stations together with guaranteeing the machining effi-
ciency. This is so because the larger the number of stations, the longer
the throughput time is, but the simple machining process is allowed at
each station [20]. It is envisaged that such process planning be carried
out by the very mature engineer. In this context, a necessity is thus to
contrive a new special-purpose machine tool as the station, which has