
Page 190 - New Trends In Coal Conversion
P. 190
Technologies for control of sulfur and nitrogen compounds and particulates 153
Flue gas
draft fan
Reheater
To stack
Absorber
Dust
pre-
treatment
venturi
SO
Process 3
water Condensate
Evaporator Crystallizer
Cooling split
Rich water Cooling
solvent water
Ash to landfill
storage
tank
Sodium
Particulate matter
Feed device
cooler Feed slurry
tank
Glycol
Cooler
Sulfate solid
Dryer purge
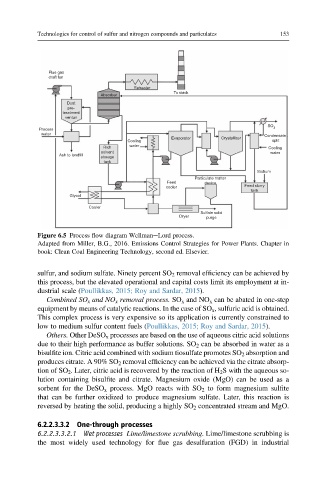
Figure 6.5 Process flow diagram WellmaneLord process.
Adapted from Miller, B.G., 2016. Emissions Control Strategies for Power Plants. Chapter in
book: Clean Coal Engineering Technology, second ed. Elsevier.
sulfur, and sodium sulfate. Ninety percent SO 2 removal efficiency can be achieved by
this process, but the elevated operational and capital costs limit its employment at in-
dustrial scale (Poullikkas, 2015; Roy and Sardar, 2015).
Combined SO x and NO x removal process. SO x and NO x can be abated in one-step
equipment by means of catalytic reactions. In the case of SO x , sulfuric acid is obtained.
This complex process is very expensive so its application is currently constrained to
low to medium sulfur content fuels (Poullikkas, 2015; Roy and Sardar, 2015).
Others. Other DeSO x processes are based on the use of aqueous citric acid solutions
due to their high performance as buffer solutions. SO 2 can be absorbed in water as a
bisulfite ion. Citric acid combined with sodium tiosulfate promotes SO 2 absorption and
produces citrate. A 90% SO 2 removal efficiency can be achieved via the citrate absorp-
tion of SO 2 . Later, citric acid is recovered by the reaction of H 2 S with the aqueous so-
lution containing bisulfite and citrate. Magnesium oxide (MgO) can be used as a
sorbent for the DeSO x process. MgO reacts with SO 2 to form magnesium sulfite
that can be further oxidized to produce magnesium sulfate. Later, this reaction is
reversed by heating the solid, producing a highly SO 2 concentrated stream and MgO.
6.2.2.3.3.2 One-through processes
6.2.2.3.3.2.1 Wet processes Lime/limestone scrubbing. Lime/limestone scrubbing is
the most widely used technology for flue gas desulfuration (FGD) in industrial