
Page 272 - Petroleum and Gas Field Processing
P. 272
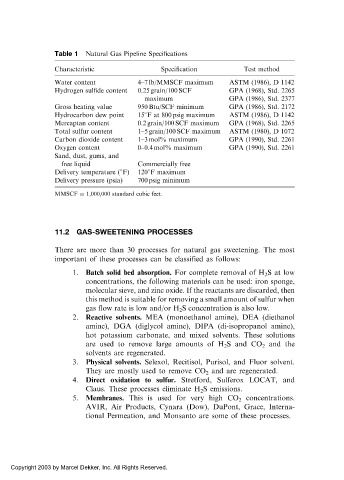
Table 1 Natural Gas Pipeline Specifications
Characteristic Specification Test method
Water content 4–7 lb/MMSCF maximum ASTM (1986), D 1142
Hydrogen sulfide content 0.25 grain/100 SCF GPA (1968), Std. 2265
maximum GPA (1986), Std. 2377
Gross heating value 950 Btu/SCF minimum GPA (1986), Std. 2172
Hydrocarbon dew point 15 F at 800 psig maximum ASTM (1986), D 1142
Mercaptan content 0.2 grain/100 SCF maximum GPA (1968), Std. 2265
Total sulfur content 1–5 grain/100 SCF maximum ASTM (1980), D 1072
Carbon dioxide content 1–3 mol% maximum GPA (1990), Std. 2261
Oxygen content 0–0.4 mol% maximum GPA (1990), Std. 2261
Sand, dust, gums, and
free liquid Commercially free
Delivery temperature ( F) 120 F maximum
Delivery pressure (psia) 700 psig minimum
MMSCF 1,000,000 standard cubic feet.
11.2 GAS-SWEETENING PROCESSES
There are more than 30 processes for natural gas sweetening. The most
important of these processes can be classified as follows:
1. Batch solid bed absorption. For complete removal of H 2 Satlow
concentrations, the following materials can be used: iron sponge,
molecular sieve, and zinc oxide. If the reactants are discarded, then
this method is suitable for removing a small amount of sulfur when
gas flow rate is low and/or H 2 S concentration is also low.
2. Reactive solvents. MEA (monoethanol amine), DEA (diethanol
amine), DGA (diglycol amine), DIPA (di-isopropanol amine),
hot potassium carbonate, and mixed solvents. These solutions
are used to remove large amounts of H 2 S and CO 2 and the
solvents are regenerated.
3. Physical solvents. Selexol, Recitisol, Purisol, and Fluor solvent.
They are mostly used to remove CO 2 and are regenerated.
4. Direct oxidation to sulfur. Stretford, Sulferox LOCAT, and
Claus. These processes eliminate H 2 S emissions.
5. Membranes. This is used for very high CO 2 concentrations.
AVIR, Air Products, Cynara (Dow), DuPont, Grace, Interna-
tional Permeation, and Monsanto are some of these processes.
Copyright 2003 by Marcel Dekker, Inc. All Rights Reserved.