
Page 318 - Petroleum and Gas Field Processing
P. 318
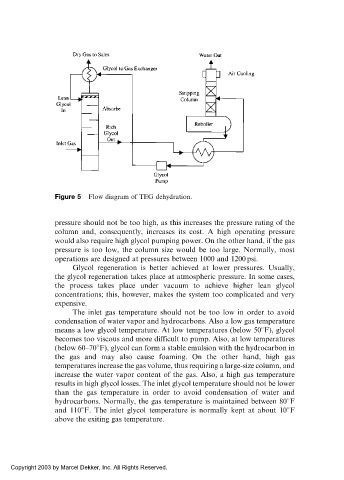
Figure 5 Flow diagram of TEG dehydration.
pressure should not be too high, as this increases the pressure rating of the
column and, consequently, increases its cost. A high operating pressure
would also require high glycol pumping power. On the other hand, if the gas
pressure is too low, the column size would be too large. Normally, most
operations are designed at pressures between 1000 and 1200 psi.
Glycol regeneration is better achieved at lower pressures. Usually,
the glycol regeneration takes place at atmospheric pressure. In some cases,
the process takes place under vacuum to achieve higher lean glycol
concentrations; this, however, makes the system too complicated and very
expensive.
The inlet gas temperature should not be too low in order to avoid
condensation of water vapor and hydrocarbons. Also a low gas temperature
means a low glycol temperature. At low temperatures (below 50 F), glycol
becomes too viscous and more difficult to pump. Also, at low temperatures
(below 60–70 F), glycol can form a stable emulsion with the hydrocarbon in
the gas and may also cause foaming. On the other hand, high gas
temperatures increase the gas volume, thus requiring a large-size column, and
increase the water vapor content of the gas. Also, a high gas temperature
results in high glycol losses. The inlet glycol temperature should not be lower
than the gas temperature in order to avoid condensation of water and
hydrocarbons. Normally, the gas temperature is maintained between 80 F
and 110 F. The inlet glycol temperature is normally kept at about 10 F
above the exiting gas temperature.
Copyright 2003 by Marcel Dekker, Inc. All Rights Reserved.