
Page 286 - Pipeline Pigging Technology
P. 286
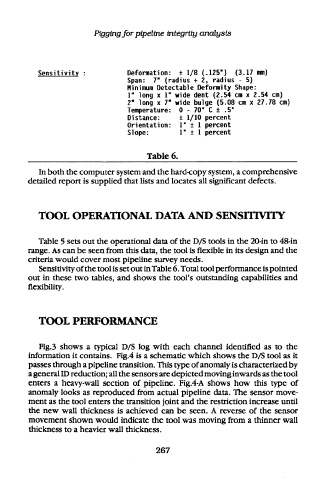
Pigging for pipeline integrity analysis
Sensitivity : Deformation: ± 1/8 (.125") (3.17 mm)
Span: 7" (radius + 2, radius - 5)
Minimum Detectable Deformity Shape:
1" long x 1" wide dent (2.54 cm x 2.54 cm)
2" long x 7" wide bulge (5.08 cm x 27.78 cm)
Temperature: 0 - 70* C ± .5"
Distance: ± 1/10 percent
Orientation: 1* ± 1 percent
Slope: 1* ± 1 percent
Table 6.
In both the computer system and the hard-copy system, a comprehensive
detailed report is supplied that lists and locates all significant defects.
TOOL OPERATIONAL DATA AND SENSITIVITY
Table 5 sets out the operational data of the D/S tools in the 20-in to 48-in
range. As can be seen from this data, the tool is flexible in its design and the
criteria would cover most pipeline survey needs.
Sensitivity of the tool is set out in Table 6. Total tool performance is pointed
out in these two tables, and shows the tool's outstanding capabilities and
flexibility.
TOOL PERFORMANCE
Fig. 3 shows a typical D/S log with each channel identified as to the
information it contains. Fig.4 is a schematic which shows the D/S tool as it
passes through a pipeline transition. This type of anomaly is characterized by
a general ID reduction; all the sensors are depicted moving inwards as the tool
enters a heavy-wall section of pipeline. Fig.4-A shows how this type of
anomaly looks as reproduced from actual pipeline data. The sensor move-
ment as the tool enters the transition joint and the restriction increase until
the new wall thickness is achieved can be seen. A reverse of the sensor
movement shown would indicate the tool was moving from a thinner wall
thickness to a heavier wall thickness.
267