
Page 65 - Practical Machinery Management for Process Plants Major Process Equipment Maintenance and Repair
P. 65
50 Practical Machinery Management for Process Plants
How and Why Centrifugal Pumps Continue to Fail
It is not within the scope of this text to discuss and analyze the obvious
differences in operating philosophies, priorities, workforce training, atti-
tudes, etc., that must exist in order to have ten failures at location “A” for
every single failure ar location “B”. Instead, this chapter outlines and
explains a range of tangible problems and failure causes a competent trou-
bleshooter must pursue and rectify if his or her plant is to become one of the
above-average performers. Some of these troubles are perhaps well known
but tend to be de-emphasized; others are truly elusive and, therefore, merit
close attention.
Selection-related Problems
Centrifugal pump impellers will usually perform well over a wide range
of flows and pressures. However, impellers designed for conditions of low
NPSHR, Net Positive Suction Head Required, at the suction eye vane tips
may suffer from recirculation when operating at low-flow conditions. Recir-
culation can occur at both the impeller inlet and outlet, and at very low
capacities will usually be present at both. Operation at lower than design
flows means operation at reduced efficiency: A higher proportion of the
power input will be converted to frictional heat.
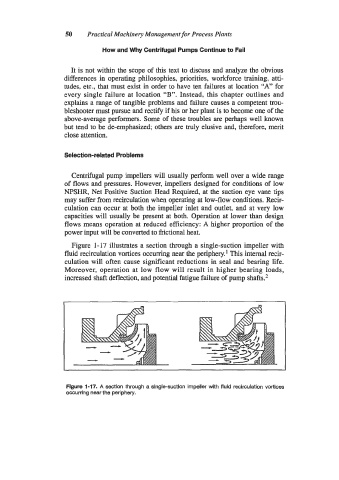
Figure 1-17 illustrates a section through a single-suction impeller with
fluid recirculation vortices occurring near the periphery. This internal recir-
culation will often cause significant reductions in seal and bearing life.
Moreover, operation at low flow will result in higher bearing loads,
increased shaft deflection, and potential fatigue failure of pump shafts.’
Figure 1-17. A section through a single-suction impeller with fluid recirculation vortices
xcurring near the periphery.