
Page 37 - Separation process principles 2
P. 37
1.1 Industrial Chemical Processes 5
- Methane-rich gas Ethane
/
*
<
a Demethanizer
Absorber (reboiled
Deethanizer
Wet natural gas
I
r Recycle absorbent I
J
lsobutane
%
Depropanizer
(distillation)
Deisobutanizer
(distillation)
Debutanizer
(distillation)
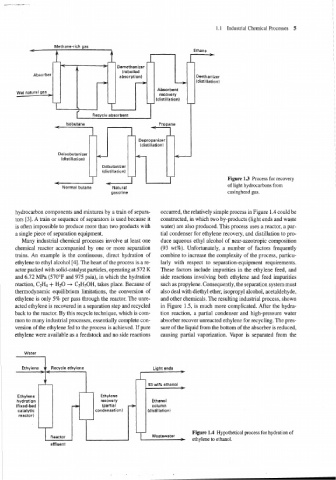
1 - Figure 1.3 Process for recovery
Normal butane Natural of light hydrocarbons from
gasoline casinghead gas.
hydrocarbon components and mixtures by a train of separa- occurred, the relatively simple process in Figure 1.4 could be
tors [3]. A train or sequence of separators is used because it constructed, in which two by-products (light ends and waste
is often impossible to produce more than two products with water) are also produced. This process uses a reactor, a par-
a single piece of separation equipment. tial condenser for ethylene recovery, and distillation to pro-
Many industrial chemical processes involve at least one duce aqueous ethyl alcohol of near-azeotropic composition
chemical reactor accompanied by one or more separation (93 wt%). Unfortunately, a number of factors frequently
trains. An example is the continuous, direct hydration of combine to increase the complexity of the process, particu-
ethylene to ethyl alcohol [4]. The heart of the process is a re- larly with respect to separation-equipment requirements.
actor packed with solid-catalyst particles, operating at 572 K These factors include impurities in the ethylene feed, and
and 6.72 MPa (570°F and 975 psia), in which the hydration side reactions involving both ethylene and feed impurities
reaction, C2H4 + H20 + C2H50H, takes place. Because of such as propylene. Consequently, the separation system must
thermodynamic equilibrium limitations, the conversion of also deal with diethyl ether, isopropyl alcohol, acetaldehyde,
ethylene is only 5% per pass through the reactor. The unre- and other chemicals. The resulting industrial process, shown
acted ethylene is recovered in a separation step and recycled in Figure 1.5, is much more complicated. After the hydra-
back to the reactor. By this recycle technique, which is com- tion reaction, a partial condenser and high-pressure water
mon to many industrial processes, essentially complete con- absorber recover unreacted ethylene for recycling. The pres-
version of the ethylene fed to the process is achieved. If pure sure of the liquid from the bottom of the absorber is reduced,
ethylene were available as a feedstock and no side reactions causing partial vaporization. Vapor is separated from the
Ethylene Recycle ethylene Light ends
<
93 wt% ethanol
-
Ethylene Ethylene
hydration recovery Ethanol
(fixed-bed 3 (partial + column
catalytic condensation) (distillationl
reactor)
Figure 1.4 Hypothetical process for hydration of
Reactor Wastewater
: ethylene to ethanol.
effluent