
Page 249 - Shale Shakers Drilling Fluid Systems
P. 249
EQUIPMENT GUIDELINES 231
Jet and venturi hoppers suck air into the mud 37. The Check/Suction Section of the surface sys-
during mixing. tem should contain a 20-50 barrel slugging tank
which includes a mud gun system for stirring
Hoppers should be turned off when they are
not being used. At the discharge end of the and mixing.
additions line, an inexpensive air removal cyl- An agitator may be used in addition to the
inder can be added without creating much mud gun. The mud gun system can be con-
backpressure. This involves a piece of 13-f- nected to the pump that is used to fill the slug
inch to 20-inch casing approximately 1 y-feet tank. Usually the slug tank is used to prepare
tall, vertically welded to the end of the a drilling fluid with a higher density. This
hopper discharge line. A plate with an 8- to "slug" is pumped into the drill string. When
10-inch diameter hole is welded on the top of tripping drill pipe, the fluid level inside the
the casing. Fluid enters tangentially and is drill pipe will remain below the surface. This
swirled as it encounters the piece of casing. prevents spilling drilling fluid when a stand is
This swirling action causes drilling fluid to removed from the drill string. Failure to slug
move to the outside wall, and the air moves the pipe, or get a good "slug," results in drill-
to the inside. This acts as a centrifugal sepa- ing fluid splashing the rig crew as the pipe is
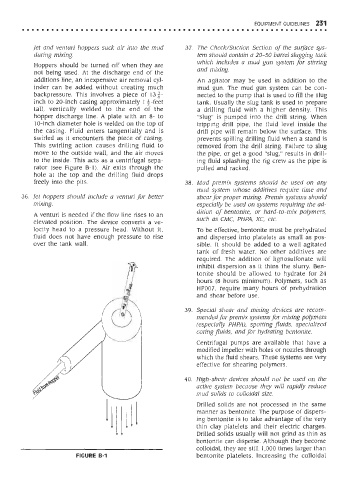
rator (see Figure B-l). Air exits through the pulled and racked.
hole at the top and the drilling fluid drops
freely into the pits. 38. Mud premix systems should be used on any
mud system whose additives require time and
36. Jet hoppers should include a venturi for better shear for proper mixing. Premix systems should
mixing. especially be used on systems requiring the ad-
dition of bentonite, or hard-to-mix polymers,
A venturi is needed if the flow line rises to an
elevated position. The device converts a ve- such as CMC, PHPA, XC, etc.
locity head to a pressure head. Without it, To be effective, bentonite must be prehydrated
fluid does not have enough pressure to rise and dispersed into platelets as small as pos-
over the tank wall. sible. It should be added to a well-agitated
tank of fresh water. No other additives are
required. The addition of lignosulfonate will
inhibit dispersion as it thins the slurry. Ben-
tonite should be allowed to hydrate for 24
hours (8 hours minimum). Polymers, such as
HP007, require many hours of prehydration
and shear before use.
39. Special shear and mixing devices are recom-
mended for premix systems for mixing polymers
(especially PHPA), spotting fluids, specialized
coring fluids, and for hydra ting bentonite.
Centrifugal pumps are available that have a
modified impeller with holes or nozzles through
which the fluid shears. These systems are very
effective for shearing polymers.
40. High-shear devices should not be used on the
active system because they will rapidly reduce
mud solids to colloidal size.
Drilled solids are not processed in the same
manner as bentonite. The purpose of dispers-
ing bentonite is to take advantage of the very
thin clay platelets and their electric charges.
Drilled solids usually will not grind as thin as
bentonite can disperse. Although they become
colloidal, they are still 1,000 times larger than
FIGURE B-1 bentonite platelets. Increasing the colloidal