
Page 100 - TPM A Route to World-Class Performance
P. 100
The TPM improvement plan 81
0 Potential improvement The first improvement objective is to obtain
consistently, through standardization and stabilization, the best of the
best in each of the three categories: availability, performance and quality.
Beyond this point there must be continuous improvement towards world-
class levels.
The OEE formula is as follows:
Overall availability performance quality rate
equipment = of the x rate when x of product
effectiveness asset running produced
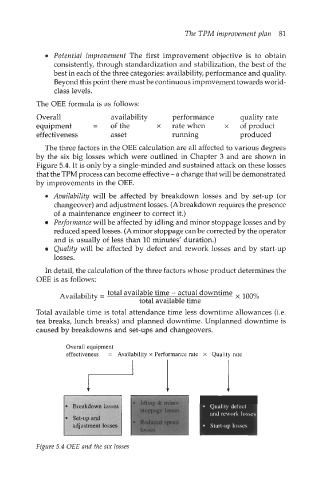
The three factors in the OEE calculation are all affected to various degrees
by the six big losses which were outlined in Chapter 3 and are shown in
Figure 5.4. It is only by a single-minded and sustained attack on these losses
that the TPM process can become effective - a change that will be demonstrated
by improvements in the OEE.
0 Availability will be affected by breakdown losses and by set-up (or
changeover) and adjustment losses. (A breakdown requires the presence
of a maintenance engineer to correct it.)
Performance will be affected by idling and minor stoppage losses and by
reduced speed losses. (A minor stoppage can be corrected by the operator
and is usually of less than 10 minutes’ duration.)
Quality will be affected by defect and rework losses and by start-up
losses.
In detail, the calculation of the three factors whose product determines the
OEE is as follows:
total available time - actual downtime
Availability = looyo
total available time
Total available time is total attendance time less downtime allowances (i.e.
tea breaks, lunch breaks) and planned downtime. Unplanned downtime is
caused by breakdowns and set-ups and changeovers.
Overall equipment
effectiveness = Availability x Performance rate x Quality rate
Figure 5.4 OEE and the six losses