
Page 151 - TPM A Route to World-Class Performance
P. 151
130 TPM-A Route to World-Class Performance
Set-up and Reduced Start-up
changeover speed losses
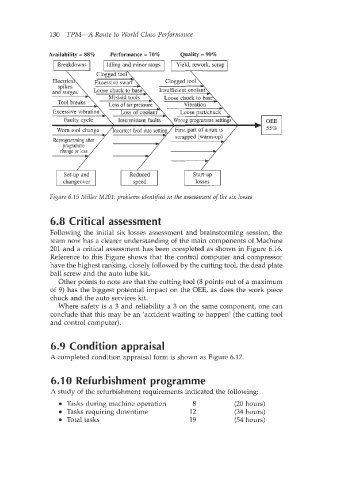
Figure 6.15 Miller M201: problems identifed in the assessment of the six losses
6.8 Critical assessment
Following the initial six losses assessment and brainstorming session, the
team now has a clearer understanding of the main components of Machine
201 and a critical assessment has been completed as shown in Figure 6.16.
Reference to this Figure shows that the control computer and compressor
have the highest ranking, closely followed by the cutting tool, the dead plate
ball screw and the auto lube kit.
Other points to note are that the cutting tool (8 points out of a maximum
of 9) has the biggest potential impact on the OEE, as does the work piece
chuck and the auto services kit.
Where safety is a 3 and reliability a 3 on the same component, one can
conclude that this may be an 'accident waiting to happen' (the cutting tool
and control computer).
6.9 Condition appraisal
A completed condition appraisal form is shown as Figure 6.17
6.1 0 Refurbishment programme
A study of the refurbishment requirements indicated the following:
Tasks during machine operation 8 (20 hours)
Tasks requiring downtime 12 (34 hours)
Total tasks 19 (54 hours)