
Page 435 - The Toyota Way Fieldbook
P. 435
408 THE TOYOTA WAY FIELDBOOK
the machine goes down the next process keeps working off of inventory anyway?
When machine shutdowns choke the next process so it also shuts down, there is a
sense of urgency to fix the machine and do your preventive maintenance.
Also, the tools are there to support waste elimination, not as stand-alone
tools. Take reducing changeover times, the main benefit of which is that you can
change over more often, reduce batch size, and support leveled production. But
as a stand-alone tool, we’ve seen many companies use changeover reduction to
simply produce more parts and make even larger batches. This clearly sends the
wrong message.
Company X Production System Approach
Now let’s jump way up to the total organization level. Let’s say the vice president
of manufacturing decides to get serious about lean. Through reading, benchmark-
ing visits, or a few successful kaizen events or hot projects, this executive proclaims,
“We need a true lean production system.” This is a noble vision and ultimately
something we want with lean.
We have assisted in a number of “Company X” production system creations.
One of the largest was the creation of the Ford Production System in the mid-
1990s, or should we say re-creation, since TPS was originally based on Ford’s
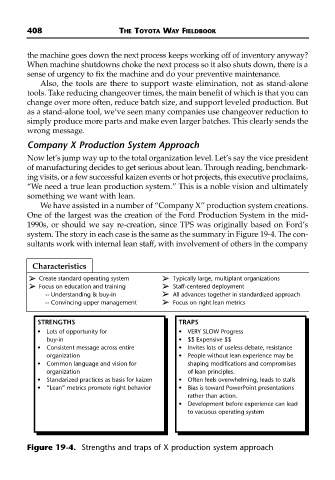
system. The story in each case is the same as the summary in Figure 19-4. The con-
sultants work with internal lean staff, with involvement of others in the company
Characteristics
Create standard operating system Typically large, multiplant organizations
Focus on education and training Staff-centered deployment
-- Understanding & buy-in All advances together in standardized approach
-- Convincing upper management Focus on right lean metrics
STRENGTHS TRAPS
• Lots of opportunity for • VERY SLOW Progress
buy-in • $$ Expensive $$
• Consistent message across entire • Invites lots of useless debate, resistance
organization • People without lean experience may be
• Common language and vision for shaping modifications and compromises
organization of lean principles.
• Standarized practices as basis for kaizen • Often feels overwhelming, leads to stalls
• “Lean” metrics promote right behavior • Bias is toward PowerPoint presentations
rather than action.
• Development before experience can lead
to vacuous operating system
Figure 19-4. Strengths and traps of X production system approach