
Page 119 - Welding of Aluminium and its Alloys
P. 119
104 The welding of aluminium and its alloys
RUNS FILLER SPEED
TIG WELDED FILLET JOINTS 1 mm mm/min
MATERIAL THICKNESS (mm) 8.0 1 1 1 1 4.8 150
9.5
4.8
150
6.4
200
4.8
4.8
280
4.8
3.2
3.2
230
2.0
2.4
200
1.6
0 1 1 1.6–2.4 190
0 50 100 150 200 250 300 350 400
WELD CURRENT
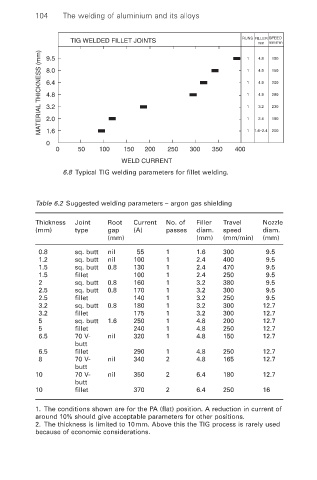
6.8 Typical TIG welding parameters for fillet welding.
Table 6.2 Suggested welding parameters – argon gas shielding
Thickness Joint Root Current No. of Filler Travel Nozzle
(mm) type gap (A) passes diam. speed diam.
(mm) (mm) (mm/min) (mm)
0.8 sq. butt nil 55 1 1.6 300 9.5
1.2 sq. butt nil 100 1 2.4 400 9.5
1.5 sq. butt 0.8 130 1 2.4 470 9.5
1.5 fillet 100 1 2.4 250 9.5
2 sq. butt 0.8 160 1 3.2 380 9.5
2.5 sq. butt 0.8 170 1 3.2 300 9.5
2.5 fillet 140 1 3.2 250 9.5
3.2 sq. butt 0.8 180 1 3.2 300 12.7
3.2 fillet 175 1 3.2 300 12.7
5 sq. butt 1.6 250 1 4.8 200 12.7
5 fillet 240 1 4.8 250 12.7
6.5 70 V- nil 320 1 4.8 150 12.7
butt
6.5 fillet 290 1 4.8 250 12.7
8 70 V- nil 340 2 4.8 165 12.7
butt
10 70 V- nil 350 2 6.4 180 12.7
butt
10 fillet 370 2 6.4 250 16
1. The conditions shown are for the PA (flat) position. A reduction in current of
around 10% should give acceptable parameters for other positions.
2. The thickness is limited to 10mm. Above this the TIG process is rarely used
because of economic considerations.