
Page 120 - Welding of Aluminium and its Alloys
P. 120
TIG welding 105
(a)
(b)
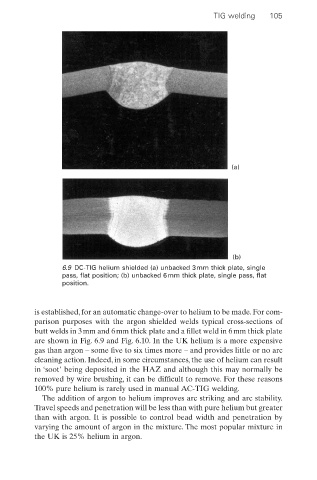
6.9 DC-TIG helium shielded (a) unbacked 3mm thick plate, single
pass, flat position; (b) unbacked 6mm thick plate, single pass, flat
position.
is established, for an automatic change-over to helium to be made. For com-
parison purposes with the argon shielded welds typical cross-sections of
butt welds in 3mm and 6mm thick plate and a fillet weld in 6mm thick plate
are shown in Fig. 6.9 and Fig. 6.10. In the UK helium is a more expensive
gas than argon – some five to six times more – and provides little or no arc
cleaning action. Indeed, in some circumstances, the use of helium can result
in ‘soot’ being deposited in the HAZ and although this may normally be
removed by wire brushing, it can be difficult to remove. For these reasons
100% pure helium is rarely used in manual AC-TIG welding.
The addition of argon to helium improves arc striking and arc stability.
Travel speeds and penetration will be less than with pure helium but greater
than with argon. It is possible to control bead width and penetration by
varying the amount of argon in the mixture. The most popular mixture in
the UK is 25% helium in argon.