
Page 134 - Welding of Aluminium and its Alloys
P. 134
MIG welding 119
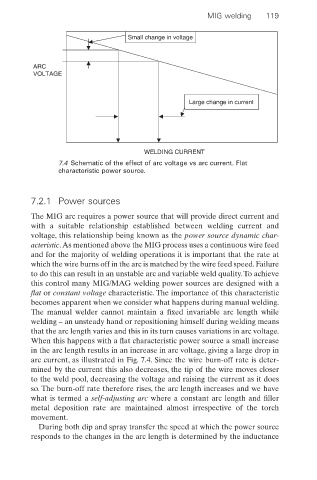
Small change in voltage
ARC
VOLTAGE
Large change in current
WELDING CURRENT
7.4 Schematic of the effect of arc voltage vs arc current. Flat
characteristic power source.
7.2.1 Power sources
The MIG arc requires a power source that will provide direct current and
with a suitable relationship established between welding current and
voltage, this relationship being known as the power source dynamic char-
acteristic.As mentioned above the MIG process uses a continuous wire feed
and for the majority of welding operations it is important that the rate at
which the wire burns off in the arc is matched by the wire feed speed.Failure
to do this can result in an unstable arc and variable weld quality.To achieve
this control many MIG/MAG welding power sources are designed with a
flat or constant voltage characteristic. The importance of this characteristic
becomes apparent when we consider what happens during manual welding.
The manual welder cannot maintain a fixed invariable arc length while
welding – an unsteady hand or repositioning himself during welding means
that the arc length varies and this in its turn causes variations in arc voltage.
When this happens with a flat characteristic power source a small increase
in the arc length results in an increase in arc voltage, giving a large drop in
arc current, as illustrated in Fig. 7.4. Since the wire burn-off rate is deter-
mined by the current this also decreases, the tip of the wire moves closer
to the weld pool, decreasing the voltage and raising the current as it does
so. The burn-off rate therefore rises, the arc length increases and we have
what is termed a self-adjusting arc where a constant arc length and filler
metal deposition rate are maintained almost irrespective of the torch
movement.
During both dip and spray transfer the speed at which the power source
responds to the changes in the arc length is determined by the inductance