
Page 135 - Welding of Aluminium and its Alloys
P. 135
120 The welding of aluminium and its alloys
Large change in voltage
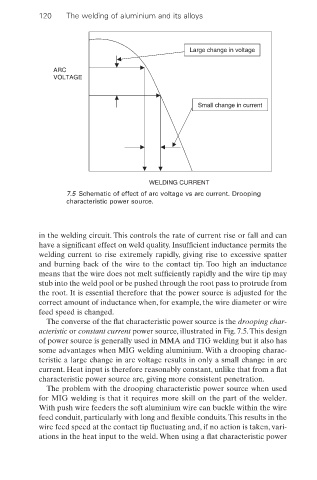
ARC
VOLTAGE
Small change in current
WELDING CURRENT
7.5 Schematic of effect of arc voltage vs arc current. Drooping
characteristic power source.
in the welding circuit. This controls the rate of current rise or fall and can
have a significant effect on weld quality. Insufficient inductance permits the
welding current to rise extremely rapidly, giving rise to excessive spatter
and burning back of the wire to the contact tip. Too high an inductance
means that the wire does not melt sufficiently rapidly and the wire tip may
stub into the weld pool or be pushed through the root pass to protrude from
the root. It is essential therefore that the power source is adjusted for the
correct amount of inductance when, for example, the wire diameter or wire
feed speed is changed.
The converse of the flat characteristic power source is the drooping char-
acteristic or constant current power source, illustrated in Fig. 7.5.This design
of power source is generally used in MMA and TIG welding but it also has
some advantages when MIG welding aluminium. With a drooping charac-
teristic a large change in arc voltage results in only a small change in arc
current. Heat input is therefore reasonably constant, unlike that from a flat
characteristic power source arc, giving more consistent penetration.
The problem with the drooping characteristic power source when used
for MIG welding is that it requires more skill on the part of the welder.
With push wire feeders the soft aluminium wire can buckle within the wire
feed conduit, particularly with long and flexible conduits.This results in the
wire feed speed at the contact tip fluctuating and, if no action is taken, vari-
ations in the heat input to the weld. When using a flat characteristic power