
Page 168 - Welding of Aluminium and its Alloys
P. 168
Other welding processes 151
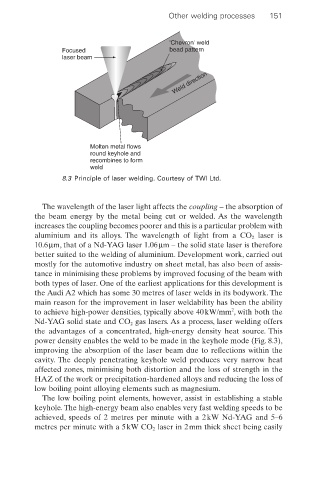
'Chevron' weld
Focused bead pattern
laser beam
Weld direction
Molten metal flows
round keyhole and
recombines to form
weld
8.3 Principle of laser welding. Courtesy of TWI Ltd.
The wavelength of the laser light affects the coupling – the absorption of
the beam energy by the metal being cut or welded. As the wavelength
increases the coupling becomes poorer and this is a particular problem with
aluminium and its alloys. The wavelength of light from a CO 2 laser is
10.6mm, that of a Nd-YAG laser 1.06mm – the solid state laser is therefore
better suited to the welding of aluminium. Development work, carried out
mostly for the automotive industry on sheet metal, has also been of assis-
tance in minimising these problems by improved focusing of the beam with
both types of laser. One of the earliest applications for this development is
the Audi A2 which has some 30 metres of laser welds in its bodywork. The
main reason for the improvement in laser weldability has been the ability
2
to achieve high-power densities, typically above 40kW/mm , with both the
Nd-YAG solid state and CO 2 gas lasers. As a process, laser welding offers
the advantages of a concentrated, high-energy density heat source. This
power density enables the weld to be made in the keyhole mode (Fig. 8.3),
improving the absorption of the laser beam due to reflections within the
cavity. The deeply penetrating keyhole weld produces very narrow heat
affected zones, minimising both distortion and the loss of strength in the
HAZ of the work or precipitation-hardened alloys and reducing the loss of
low boiling point alloying elements such as magnesium.
The low boiling point elements, however, assist in establishing a stable
keyhole. The high-energy beam also enables very fast welding speeds to be
achieved, speeds of 2 metres per minute with a 2kW Nd-YAG and 5–6
metres per minute with a 5kW CO 2 laser in 2mm thick sheet being easily