
Page 165 - Welding of Aluminium and its Alloys
P. 165
148 The welding of aluminium and its alloys
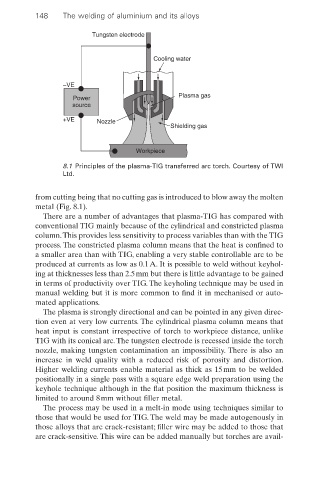
Tungsten electrode
Cooling water
–VE
Plasma gas
Power
source
+VE Nozzle
Shielding gas
Workpiece
8.1 Principles of the plasma-TIG transferred arc torch. Courtesy of TWI
Ltd.
from cutting being that no cutting gas is introduced to blow away the molten
metal (Fig. 8.1).
There are a number of advantages that plasma-TIG has compared with
conventional TIG mainly because of the cylindrical and constricted plasma
column.This provides less sensitivity to process variables than with the TIG
process. The constricted plasma column means that the heat is confined to
a smaller area than with TIG, enabling a very stable controllable arc to be
produced at currents as low as 0.1A. It is possible to weld without keyhol-
ing at thicknesses less than 2.5mm but there is little advantage to be gained
in terms of productivity over TIG. The keyholing technique may be used in
manual welding but it is more common to find it in mechanised or auto-
mated applications.
The plasma is strongly directional and can be pointed in any given direc-
tion even at very low currents. The cylindrical plasma column means that
heat input is constant irrespective of torch to workpiece distance, unlike
TIG with its conical arc.The tungsten electrode is recessed inside the torch
nozzle, making tungsten contamination an impossibility. There is also an
increase in weld quality with a reduced risk of porosity and distortion.
Higher welding currents enable material as thick as 15mm to be welded
positionally in a single pass with a square edge weld preparation using the
keyhole technique although in the flat position the maximum thickness is
limited to around 8mm without filler metal.
The process may be used in a melt-in mode using techniques similar to
those that would be used for TIG. The weld may be made autogenously in
those alloys that are crack-resistant; filler wire may be added to those that
are crack-sensitive. This wire can be added manually but torches are avail-