
Page 175 - Welding of Aluminium and its Alloys
P. 175
158 The welding of aluminium and its alloys
Electron
Electron beam
gun
Vacuum
chamber
Parent Weld
metal metal
Weld
Keyhole Motion of
pool
workpiece
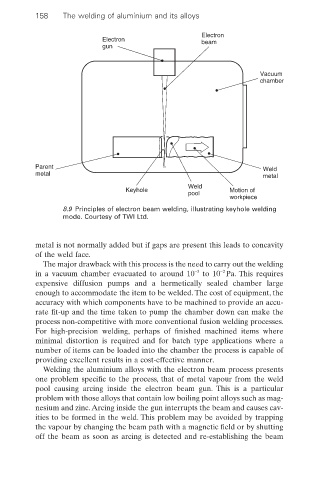
8.9 Principles of electron beam welding, illustrating keyhole welding
mode. Courtesy of TWI Ltd.
metal is not normally added but if gaps are present this leads to concavity
of the weld face.
The major drawback with this process is the need to carry out the welding
-2
in a vacuum chamber evacuated to around 10 -3 to 10 Pa. This requires
expensive diffusion pumps and a hermetically sealed chamber large
enough to accommodate the item to be welded. The cost of equipment, the
accuracy with which components have to be machined to provide an accu-
rate fit-up and the time taken to pump the chamber down can make the
process non-competitive with more conventional fusion welding processes.
For high-precision welding, perhaps of finished machined items where
minimal distortion is required and for batch type applications where a
number of items can be loaded into the chamber the process is capable of
providing excellent results in a cost-effective manner.
Welding the aluminium alloys with the electron beam process presents
one problem specific to the process, that of metal vapour from the weld
pool causing arcing inside the electron beam gun. This is a particular
problem with those alloys that contain low boiling point alloys such as mag-
nesium and zinc.Arcing inside the gun interrupts the beam and causes cav-
ities to be formed in the weld. This problem may be avoided by trapping
the vapour by changing the beam path with a magnetic field or by shutting
off the beam as soon as arcing is detected and re-establishing the beam