
Page 180 - Welding of Aluminium and its Alloys
P. 180
Other welding processes 163
Sufficient downward force to
maintain registered contact
Advancing
side of weld Joint
Leading
edge of the
Shoulder rotating tool
Probe
Trailing edge of Retreating side
the rotating tool of weld
8.13 Principle of the friction stir welding process. Courtesy of TWI Ltd.
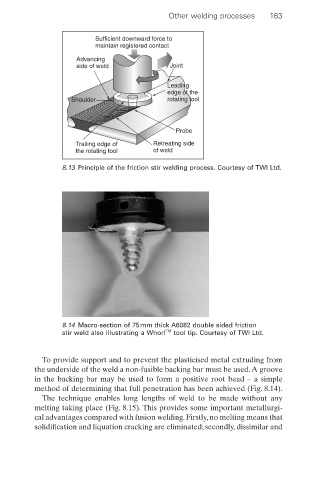
8.14 Macro-section of 75mm thick A6082 double sided friction
stir weld also illustrating a Whorl TM tool tip. Courtesy of TWI Ltd.
To provide support and to prevent the plasticised metal extruding from
the underside of the weld a non-fusible backing bar must be used.A groove
in the backing bar may be used to form a positive root bead – a simple
method of determining that full penetration has been achieved (Fig. 8.14).
The technique enables long lengths of weld to be made without any
melting taking place (Fig. 8.15). This provides some important metallurgi-
cal advantages compared with fusion welding. Firstly, no melting means that
solidification and liquation cracking are eliminated; secondly, dissimilar and