
Page 91 - Welding of Aluminium and its Alloys
P. 91
80 The welding of aluminium and its alloys
Thickness t≤
Specified Suggested design of a
root gap temporary backing bar for
plate or pipe less than
6mm thick
1 / 4 t
2t
Temporary
backing bar
60° to 70°
Thickness t
Temporary backing
2mm ± 0.5mm bar design for plate
over 3mm thick (TIG)
or 6mm thick (MIG)
1 / 4 t
12.5mm
t
Specified root gap
Permanent backing strip
Permanent design for both thick and
backing strip
thin plate
t to 10mm
30mm to max
35mm
45° t
Suggested weld
t to 10mm thick preparation and
backing strip for
horizontal–vertical
3mmmin.
30 to 35mm (PC) welding
position
15°
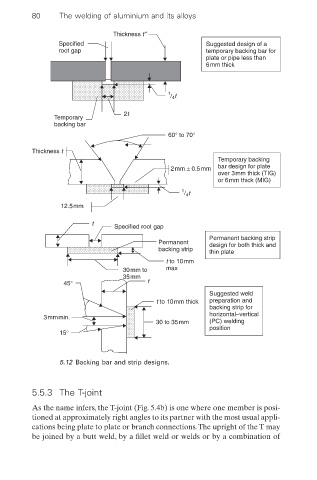
5.12 Backing bar and strip designs.
5.5.3 The T-joint
As the name infers, the T-joint (Fig. 5.4b) is one where one member is posi-
tioned at approximately right angles to its partner with the most usual appli-
cations being plate to plate or branch connections.The upright of the T may
be joined by a butt weld, by a fillet weld or welds or by a combination of