
Page 98 - Welding of Aluminium and its Alloys
P. 98
Welding design 87
Welding direction 3 4 5 6 General progression
1 2
(a)
Welding direction 2 3 5 General progression
6
1 4
(b)
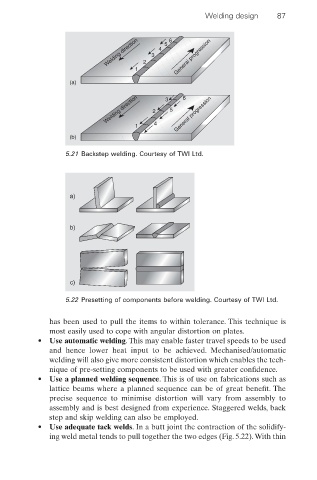
5.21 Backstep welding. Courtesy of TWI Ltd.
a)
b)
c)
5.22 Presetting of components before welding. Courtesy of TWI Ltd.
has been used to pull the items to within tolerance. This technique is
most easily used to cope with angular distortion on plates.
• Use automatic welding. This may enable faster travel speeds to be used
and hence lower heat input to be achieved. Mechanised/automatic
welding will also give more consistent distortion which enables the tech-
nique of pre-setting components to be used with greater confidence.
• Use a planned welding sequence. This is of use on fabrications such as
lattice beams where a planned sequence can be of great benefit. The
precise sequence to minimise distortion will vary from assembly to
assembly and is best designed from experience. Staggered welds, back
step and skip welding can also be employed.
• Use adequate tack welds. In a butt joint the contraction of the solidify-
ing weld metal tends to pull together the two edges (Fig. 5.22).With thin