
Page 70 - Welding Robots Technology, System Issues, and Applications
P. 70
electrode force Welding Technology 55
weld nugget
R
1
R
current 2 R 3
source R
4
R
5
electrode electric temperature
resistance
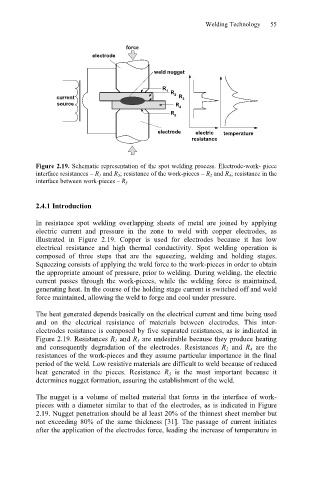
Figure 2.19. Schematic representation of the spot welding process. Electrode-work- piece
interface resistances – R 1 and R 5 ; resistance of the work-pieces – R 2 and R 4 ; resistance in the
interface between work-pieces – R 3
2.4.1 Introduction
In resistance spot welding overlapping sheets of metal are joined by applying
electric current and pressure in the zone to weld with copper electrodes, as
illustrated in Figure 2.19. Copper is used for electrodes because it has low
electrical resistance and high thermal conductivity. Spot welding operation is
composed of three steps that are the squeezing, welding and holding stages.
Squeezing consists of applying the weld force to the work-pieces in order to obtain
the appropriate amount of pressure, prior to welding. During welding, the electric
current passes through the work-pieces, while the welding force is maintained,
generating heat. In the course of the holding stage current is switched off and weld
force maintained, allowing the weld to forge and cool under pressure.
The heat generated depends basically on the electrical current and time being used
and on the electrical resistance of materials between electrodes. This inter-
electrodes resistance is composed by five separated resistances, as is indicated in
Figure 2.19. Resistances R 1 and R 5 are undesirable because they produce heating
and consequently degradation of the electrodes. Resistances R 2 and R 4 are the
resistances of the work-pieces and they assume particular importance in the final
period of the weld. Low resistive materials are difficult to weld because of reduced
heat generated in the pieces. Resistance R 3 is the most important because it
determines nugget formation, assuring the establishment of the weld.
The nugget is a volume of melted material that forms in the interface of work-
pieces with a diameter similar to that of the electrodes, as is indicated in Figure
2.19. Nugget penetration should be al least 20% of the thinnest sheet member but
not exceeding 80% of the same thickness [31]. The passage of current initiates
after the application of the electrodes force, leading the increase of temperature in