
Page 72 - Welding Robots Technology, System Issues, and Applications
P. 72
57
Welding Technology
polarity or pulsed mode [15]. Single or three-phase machines are available, though
single-phase are commonly used because they are simpler to operate and have
lower initial and maintenance costs for almost equivalent performance. Three types
of direct current machines are generally available: the rectifier, the frequency
converter and stored energy machines. The rectifier and frequency converter
machines are fed from three-phase systems in contrast to stored energy machines
that draw power from single-phase systems. These latter machines store energy
during a period of time and then discharge a pulse of current to make the weld.
These welders are useful for low frequency welds. Medium-frequency (400-2000)
DC inverters are available for RSW. These inverters improve ability to control the
welding process finely [60]. High-frequency DC inverters are being developed for
further improvement of the process control.
mandrel
a b
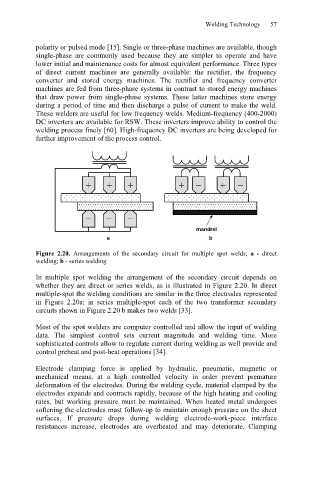
Figure 2.20. Arrangements of the secondary circuit for multiple spot welds; a - direct
welding; b - series welding
In multiple spot welding the arrangement of the secondary circuit depends on
whether they are direct or series welds, as is illustrated in Figure 2.20. In direct
multiple-spot the welding conditions are similar in the three electrodes represented
in Figure 2.20a; in series multiple-spot each of the two transformer secondary
circuits shown in Figure 2.20 b makes two welds [33].
Most of the spot welders are computer controlled and allow the input of welding
data. The simplest control sets current magnitude and welding time. More
sophisticated controls allow to regulate current during welding as well provide and
control preheat and post-heat operations [34].
Electrode clamping force is applied by hydraulic, pneumatic, magnetic or
mechanical means, at a high controlled velocity in order prevent premature
deformation of the electrodes. During the welding cycle, material clamped by the
electrodes expands and contracts rapidly, because of the high heating and cooling
rates, but working pressure must be maintained. When heated metal undergoes
softening the electrodes must follow-up to maintain enough pressure on the sheet
surfaces. If pressure drops during welding electrode-work-piece interface
resistances increase, electrodes are overheated and may deteriorate. Clamping