
Page 65 - 3D Fibre Reinforced Polymer Composites
P. 65
54 30 Fibre Reinforced Polymer Composites
container, which can limit the volume of resin that can be handled. A heated pressure
pot is an example of a constant pressure system.
Constant flow rate systems are usually driven by reciprocating piston pumps and
enable repeatable injection times to be maintained, which is important for production-
line manufacturing. With these pumps flow is actually semi-constant as flow of a set
volume of resin occurs during the piston downstroke and it is stopped during the piston
upstroke when resin is drawn in. The advantages of this system include flow rate
control, larger resin reservoirs and the ability to have higher injection pressures. The
main disadvantage comes from the increasing backpressure generated as the resin flows
through the preform. If this pressure becomes too high then the preform can be
displaced within the mould and can even cause mould deflection and damage to the
equipment. If the flow front is also moving too rapidly in the preform then void
entrapment can result, leading to a poor quality part.
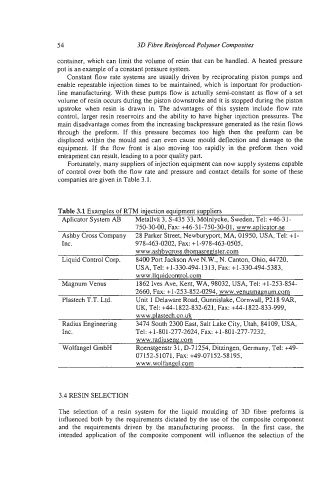
Fortunately, many suppliers of injection equipment can now supply systems capable
of control over both the flow rate and pressure and contact details for some of these
companies are given in Table 3.1.
Tabie 3.1 Examples of RTM injection equipment suppliers
Aplicator System AB Metallva 3, S-435 33, Mdlnlycke, Sweden, Tel: +46-31-
750-30-00, Fax: +46-3 1-750-30-01, www.avlicator.se
Ashby Cross Company 28 Parker Street, Newburyport, MA, 01950, USA, Tel: +1-
Inc . 978-463-0202, Fax: + 1-978-463-0505,
www.ashbvcross.thomasreoister.com
Liquid Control Corp. 8400 Port Jackson Ave N.W., N. Canton, Ohio, 44720,
USA, Tel: +1-330-494-1313, Fax: + 1-330-494-5383,
www.liauidcontrol.com
Magnum Venus 1862 Ives Ave, Kent, WA, 98032, USA, Tel: +1-253-854-
2660, Fax: + 1-253-852-0294, www.venusmagnum.com
Plastech T.T. Ltd. Unit 1 Delaware Road, Gunnislake, Cornwall, P218 9AR,
UK, Tel: +44-1822-832-621, Fax: +44-1822-833-999,
www.vlastech.co.uk
Radius Engineering 3474 South 2300 East, Salt Lake City, Utah, 84109, USA,
Inc. Tel: +1-801-277-2624, Fax: +1-801-277-7232,
www.radiusena.com
Wolfangel GmbH Roenstgenstr 3 1, D-7 1254, Ditzingen, Germany, Tel: +49-
07152-51071, Fax: +49-07152-58195,
www. wolfangel .com
3.4 RESIN SELECTION
The selection of a resin system for the liquid moulding of 3D fibre preforms is
influenced both by the requirements dictated by the use of the composite component
and the requirements driven by the manufacturing process. In the first case, the
intended application of the composite component will influence the selection of the